Fluidized-bed granulation has overtaken drums in new urea capacity, delivering hard, uniform, non-caking granules—if and only if temperature and moisture are nailed. Smart coatings finish the job in storage.
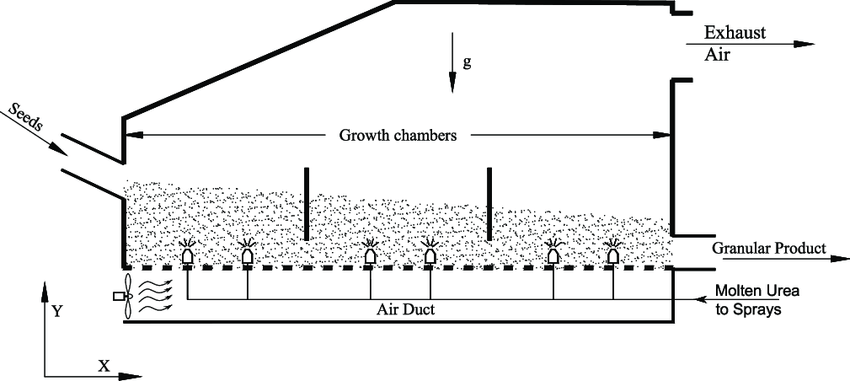
Granulation—also called seeded or accretion granulation (layering molten urea on recycled “seed” particles)—has largely replaced prilling in urea, producing hardened granules that resist abrasion and moisture. Two reactor types dominate: rotary drums and fluidized beds. In drums, fines tumble and wet internally with recycled seeds; in fluidized beds, seed particles are suspended in an upward air flow while molten urea is sprayed, with continuous cooling via the fluidizing air (thyssenkrupp-uhde.com) (id.scribd.com).
Across newbuilds, suppliers say more than 70% of modern urea granulation capacity now uses UFT fluidized-bed technology, citing “high product quality” and operational flexibility (thyssenkrupp-uhde.com). Casale likewise lists “high operating flexibility, high product quality” and minimal formaldehyde usage as fluid-bed benefits (casale.ch).
Fluidized-bed granulation performance

Fluidized-bed plants (e.g., UFT and Yara’s technology) routinely deliver uniform, hard, spherical granules (3–8 mm). Suppliers report crushing strength of ≈4.1 kg for 3 mm grains and 10.0 kg for 7 mm, described as “dust-free, non-caking and completely free-flowing” even after long storage (thyssenkrupp-uhde.com) (thyssenkrupp-uhde.com). Tests show fluid-bed granules can withstand >4 kg crushing force (0.34 MPa) at 3 mm diameter (thyssenkrupp-uhde.com).
Because the air-spray method accretes molten urea onto moving seeds, fluidized-bed granules are typically harder and have fewer fines than drum-granulated or layered products (thyssenkrupp-uhde.com). New installations reflect that: suppliers note >70% of modern granulation capacity adopting UFT fluid beds (thyssenkrupp-uhde.com).
Drum granulation operating envelope

Rotary drum granulators (typically 3–5 m diameter rotating cylinders) use internal lifters to splash seeds through sprayed melt and fluidizing air. Designs up to about 2,000 MT/day can be energy-competitive with fluid beds when atomization cost is excluded, according to Yara data (id.scribd.com). One industry review concluded: “The difference between using fluidized bed or drums in the various steps is not significant from an energy point of view” (id.scribd.com).
Like fluid beds, drum systems recycle a high loop-flow (often ≥2.5× product flow) and cool via air blowers. Granules tend to be higher density because they originate from a highly concentrated melt (id.scribd.com). In practice, “classical drum granulation processes are good alternatives at capacities around 2000 MTPD, outside extreme ambient conditions,” but can lose capacity under hot, humid summer conditions due to limited cooling (id.scribd.com) (id.scribd.com).
Size distribution and recycle control
Both technologies target tight size specs. An Indonesian plant study (3,500 MT/day) reported 98.5% yield in the 2–4.75 mm fraction (iptek.its.ac.id). National standard SNI 2801:2010 requires ≥46% N, ≤0.5% moisture, and granules 2–4.75 mm (id.scribd.com).
Fluid-bed plants routinely guarantee 2–4 mm size >95% (thyssenkrupp-uhde.com). Drums can match via seed recycle and nozzle tuning but often require more downstream crushing/screening. Achieving target size is a balance of spray rate, seed feed, and recycle; one 2,500 t/d drum loop needed ~2.7× recycle to hit the 2–4.75 mm band (iptek.its.ac.id).
Moisture and temperature specifications
Moisture and temperature control are critical. Plants aim for very low final moisture—typically <0.3–0.5%—because urea is highly soluble and small moisture films cause soft, sticky products (bcinsight.crugroup.com). One expert notes “up to 0.3 wt%” is “ideal to avoid physical quality problems like caking” (bcinsight.crugroup.com). Fluid-bed processes report ~0.2–0.3% moisture for standard sizes (thyssenkrupp-uhde.com).
Granules leave the granulator hot (>100 °C) with internal moisture. If discharged too hot (e.g., >60 °C), vapor can re-condense during cooling and storage (“humidity migration”), causing sticking. Plants in warm climates often cool to ≤45–50 °C before packaging (bcinsight.crugroup.com).
Mark Brouwer et al. emphasize that “mass transfer of moisture from the granule to air is slow” in drum/fluid systems, so residual water must be minimized up front (researchgate.net). Empirically, both prilled and granulated urea require very low incoming melt moisture to assure hard granules (researchgate.net). UreaKnowHow notes that final grain moisture above spec (e.g., >0.5%) is a primary cause of after-storage caking, especially in humid conditions (bcinsight.crugroup.com).
Quantitatively, a prilled urea with 0.3% structural moisture still contains ~1.5% bound moisture at 80 °C (researchgate.net). Modern plants therefore install robust vacuum evaporation for a high-concentration melt, with design targets to reduce feed moisture to <0.5% (researchgate.net). Practical operating targets combine melt at ~99.7+% solids, final granules <50 °C and <0.5% moisture. The measurable outcomes are clear: low-moisture granules survive handling (high crush strength) and resist caking; even slight excess moisture leads to fines and lumping (bcinsight.crugroup.com) (researchgate.net).
Coatings and anti-caking chemistry
Even with ideal granulation, urea can cake in storage. Plants condition granules with anti-caking coatings—thin hydrophobic layers that inhibit sticking—applied by spraying or tumbling (patents.google.com) (patents.google.com). Typical agents include fatty acid (stearate) salts, long-chain alkyl amines, and alkylaryl sulfonate surfactants (patents.google.com).
Polymeric film-formers such as polyvinyl alcohol (PVA) combined with anionic surfactants (alkyl sulfates, sulfonates, fatty-acid salts) are documented: the polymer forms a protective film while the surfactant reduces surface adhesion (patents.google.com) (patents.google.com). Plants may spray ~0.5–1% of such solution onto moving granules; polymer/surfactant/organic acid blends have achieved >100% anti-caking index (full disintegration under stress) in recent disclosures (patents.google.com) (patents.google.com). Clay or talc dust is sometimes incorporated for adhesion and moisture absorption (patents.google.com).
In storage trials, coated urea can retain flowability even at 75% relative humidity, whereas uncoated urea at the same moisture readily cakes. Dosing is typically 0.5–2 kg/MT, applied via spray systems; many plants use a metered approach with a dosing pump to control application. Industry examples include silicone- or amine-based conditioners and wax emulsions (“FertiFlow”, “Freeflow”).
Historically, plants added formaldehyde/hexamethylenetetramine (HMTA) at 0.1–0.5% as a conditioning/binder, forming urea–formaldehyde oligomers that harden prills and lower hygroscopicity; these additives markedly increase crush strength compared with untreated urea (patents.google.com). Formaldehyde is now regulated (carcinogen), and modern practice minimizes it in favor of non‑toxic film‑formers (patents.google.com). Untreated urea will absorb moisture and stick at humidities above ~75% relative, forming hard agr₉.
Process choices and handling outcomes
Fluidized-bed granulation yields well‑rounded, very hard, abrasion‑resistant granules and requires less mechanical handling (no moving paddles) (thyssenkrupp-uhde.com). Rotary drums can match energy efficiency at scale, deliver high‑density product, and are “good alternatives at capacities around 2000 MTPD, outside extreme ambient conditions,” but need robust recycle/cooling and can be more sensitive in hot, humid weather (id.scribd.com) (id.scribd.com). Both meet specs when operated to low moisture and controlled temperature—typically <0.5% moisture and <50–60 °C at discharge—then protected with tailored anti‑caking coatings (bcinsight.crugroup.com) (thyssenkrupp-uhde.com) (patents.google.com).
Citations and operating data
Core sources: fluidized‑bed granulation product properties and capacity adoption (>70% of modern capacity) (thyssenkrupp-uhde.com) (thyssenkrupp-uhde.com); energy viewpoint parity between drums and fluid beds (id.scribd.com); drum design scope and climate sensitivity (id.scribd.com) (id.scribd.com); size control and recycle ratios (98.5% on‑spec; ~2.7× recycle) (iptek.its.ac.id); national spec SNI 2801:2010 (≥46% N, ≤0.5% moisture, 2–4.75 mm) (id.scribd.com); moisture/temperature targets and cooling thresholds (≤0.3 wt% ideal, ≤45–50 °C in warm climates) (bcinsight.crugroup.com) (bcinsight.crugroup.com); melt moisture minimization and mass‑transfer limits (researchgate.net); and anti‑caking agents and film‑forming systems (patents.google.com) (patents.google.com).
