Even hairline deposits on steam turbine blades can erase measurable megawatts and push up heat rate. Field data show routine cleanliness and modern steam‑path retrofits can prevent 5–10% losses and add back multiple efficiency points, with million‑dollar fuel savings to match.
Steam turbines run on tight tolerances. Thin deposits or erosion distort blade profiles, change steam flow paths, raise stage pressures, and cut output, according to Veolia’s Water Handbook (watertechnologies.com). In one documented case, a 30‑MW unit with fouled blades lost more than 5% of its generating capacity (watertechnologies.com).
The consequences scale. A recent analysis of a 120‑MW coal unit found it was consuming over 10% more heat than design due to turbine component aging and fouling (mdpi.com). ASME‑cited studies report erosion/fouling can cut turbine efficiency by up to ~5% if unaddressed (watertechnologies.com) (mdpi.com). In practice, aging turbines gradually increase gross heat rate (fuel energy input per net kWh) and reduce output—more fuel burned per MWh (mdpi.com), degrading the Rankine cycle (steam‑water power loop).
Blade fouling and efficiency loss
Deposits form from boiler water carryover, silica carryover, and contamination of attemperation water (spray water used to control steam temperature) (watertechnologies.com). Silica in steam is especially pernicious—above ~0.02 ppm in the steam it condenses and forms glassy deposits in low‑ to intermediate‑pressure (LP/IP) stages (watertechnologies.com). Even iron oxide particles or wet‑steam droplets roughen and pit blades, increasing aerodynamic losses.
Plants control precursors before they ever reach the turbine. Keeping silica below 0.02 ppm in the steam was necessary to avoid glassy scale in the cited case (watertechnologies.com). For the condensate return side, many operators rely on condensate polishers to capture trace contaminants before they enter the steam path.
Cleaning methods and preventive chemistry control
High‑purity feedwater is the first line of defense. Maintaining boiler and attemperation water quality so carryover salts (especially silica) are negligible—and ensuring attemperation water is volatile—are standard practice (watertechnologies.com) (watertechnologies.com). Upstream makeup trains often include a demineralizer to achieve consistent low‑conductivity water.
Where low silica is paramount, operators frequently add polishing steps; a mixed‑bed stage provides a final guard against trace dissolved solids before steam generation. Pretreatment that protects downstream desalination—such as ultrafiltration ahead of reverse osmosis (RO)—is commonly paired with RO blocks when makeup quality varies, including brackish‑water RO deployments for inland sources.
When fouling does occur, in‑service water washing of the live steam path at controlled conditions can dissolve or dislodge water‑soluble deposits and restore lost capacity (watertechnologies.com). Vendors recommend careful monitoring during washes to avoid thermal shock to blades (the guidance is turbine‑specific) (watertechnologies.com).
By contrast, insoluble silica and hard scales demand out‑of‑service mechanical cleaning—e.g., soft abrasive grit blasting—to fully regenerate original blade contours and design flow areas (watertechnologies.com). Because chemistry control is the cheapest “cleaning,” plants emphasize pH control and blowdown management; accurate metering through a dosing pump underpins that balance.
Performance monitoring and early detection
Online performance tests and software help catch problems early. As one industry study notes, deviations of just a few percent in steam rate (steam consumption per unit output) can indicate fouling, enabling washings or inspections before significant degradation (turbomachinerymag.com). Analyses show that correcting such issues (e.g., via targeted overhauls) can recoup two‑digit percentages of lost efficiency (mdpi.com). For long‑term resilience of polishers and demineralizers, refresh of ion‑exchange resins preserves removal performance between outages.
Steam‑path upgrades at major overhaul
Overhauls are a window to install modern steam‑path technologies that lift efficiency. Leading OEMs apply advanced HP/IP (high‑/intermediate‑pressure) blade aerodynamics—3‑D bowed/twisted profiles that reduce secondary losses by equalizing flow over the span (power‑eng.com). In a 390‑MW coal unit retrofit, replacing HP, IP, and LP (low‑pressure) blades delivered HP efficiency +5%, IP +4%, and LP +2.5%; gross output rose from 360 to 371 MW—nearly a 3% capacity gain—with longer LP last‑stage blades and redesigned nozzles capturing more expanded‑steam energy (power‑eng.com).
Sealing technologies and leakage control
Modern seals attack leakage losses. Active clearance control uses steam pressure to tighten tip clearances in steady operation, minimizing bypass flow (power‑eng.com). Non‑contact leaf seals and abradable ring seals likewise maintain millimeter‑level gaps over long service (power‑eng.com). As retrofit experts note, the primary ROI of upgrades comes from replacing the steam path to improve efficiency/output—and advanced seals are core to that path (renewableenergyworld.com).
Case studies and quantified payback
Field results underscore the gains. At a large nuclear station, new HP and LP rotors and longer LP blades added 60 MW per unit (over 1,800 MW total) to station capacity (renewableenergyworld.com). GE and other OEMs cite 5–8% efficiency improvements from modernizations on 20–30‑year‑old units (renewableenergyworld.com). Two 800‑MW coal units were uprated from 799 to 838 MW (~4.9% gain) with 40‑inch continuous‑cover last‑stage blades and optimized pitch (renewableenergyworld.com), meaningfully reducing heat rate.
The business case is explicit. In the 390‑MW retrofit above, the throttle steam rate fell by ~1.5% at full load—i.e., a 1.5% heat‑rate improvement—which (at ~9,000 Btu/kWh cycle efficiency) saved about 54 MMBtu/hr of fuel, roughly $162/hr at $3/MMBtu. At 85% availability, annual fuel cost savings exceeded $1 million (power‑eng.com) (power‑eng.com).
New‑build benchmarks and retrofit trajectories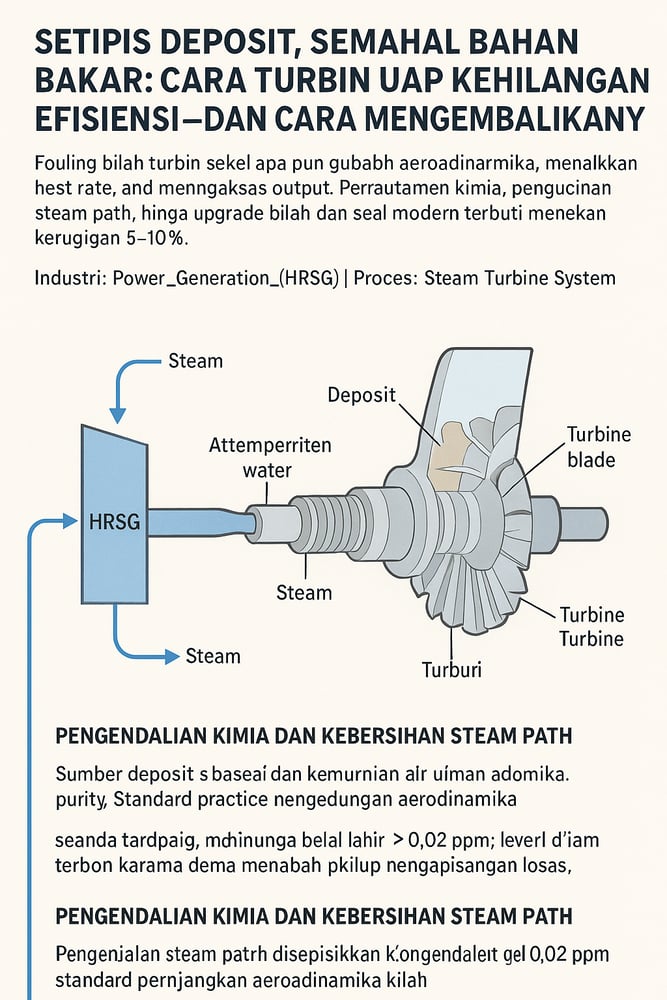
State‑of‑the‑art steam units now approach ~49–50% gross efficiency due to higher steam temperatures and refined designs (power‑eng.com). Raising inlet conditions alone—e.g., a steam temperature increase of ~112°F—can add ~1–1.3% efficiency (power‑eng.com). Retrofits that enable slightly higher steam conditions or exploit new alloys/seals close part of that gap. The trend is clear: modern turbines squeeze more work from each pound of steam, and smart overhauls let existing plants capture much of that benefit.
Bottom line: integrated maintenance and upgrades
Keeping blades clean preserves baseline performance, avoiding typical 5–10% losses from fouling (watertechnologies.com) (mdpi.com). Upgrades to blades and seals can then add efficiency points on top. In practice, plants that have been poorly maintained see “noticeable benefits” from upgrades, while well‑maintained units still gain marginally (renewableenergyworld.com). Each percent of improvement reduces heat rate, fuel costs, and emissions; in one demonstration, a 1.5% steam‑rate drop equated to over $1 million/year fuel savings (power‑eng.com).
Source notes
Veolia Water Technologies, “Chapter 18 – Steam Turbine Deposition, Erosion and Corrosion,” Water Handbook, consulted 2025 (watertechnologies.com) (watertechnologies.com); Petrovic, M.V. et al., “Improving Steam Turbine Plants Performance Through Advanced Testing and Simulation,” Energies, vol. 18, no. 7 (Mar. 2025), pp. 1615; doi:10.3390/en18071615 (mdpi.com) (mdpi.com); Potter, K. & Olear, D., “The Value of Steam Turbine Upgrades,” Power Engineer, vol. 109, no. 11 (Nov. 2005) (power‑eng.com) (power‑eng.com); Riaz, M.S., “Steam Turbine Retrofits,” Power Engineer (2022) (power‑eng.com) (power‑eng.com); Leyzerovich, A.S., “New Benchmarks for Steam Turbine Efficiency,” Power Engineer (Jun. 2002) (power‑eng.com); Morris, L., “Steam Turbine Upgrades Boost Plant Reliability, Efficiency,” Renewable Energy World (Oct. 2013) (renewableenergyworld.com) (renewableenergyworld.com).
