Textile dyehouse effluent is high in persistent color and COD (chemical oxygen demand), and in places like Indonesia’s Citarum River basin mills have turned waterways “black” with dyes and heavy‑metal loads. The fix increasingly comes down to a choice between capturing dyes with coagulants or breaking them apart with advanced oxidation.
Regulators are tightening effluent standards as color and organics persist in discharge streams. In Southeast Asia, especially the Citarum River basin, factories have turned rivers “black” with dye and heavy-metal loads (bluewaterlab.co). That pressure is forcing mills to ask a blunt question: Is it cheaper to coagulate the color out—or oxidize dyes into simpler, less colored molecules?
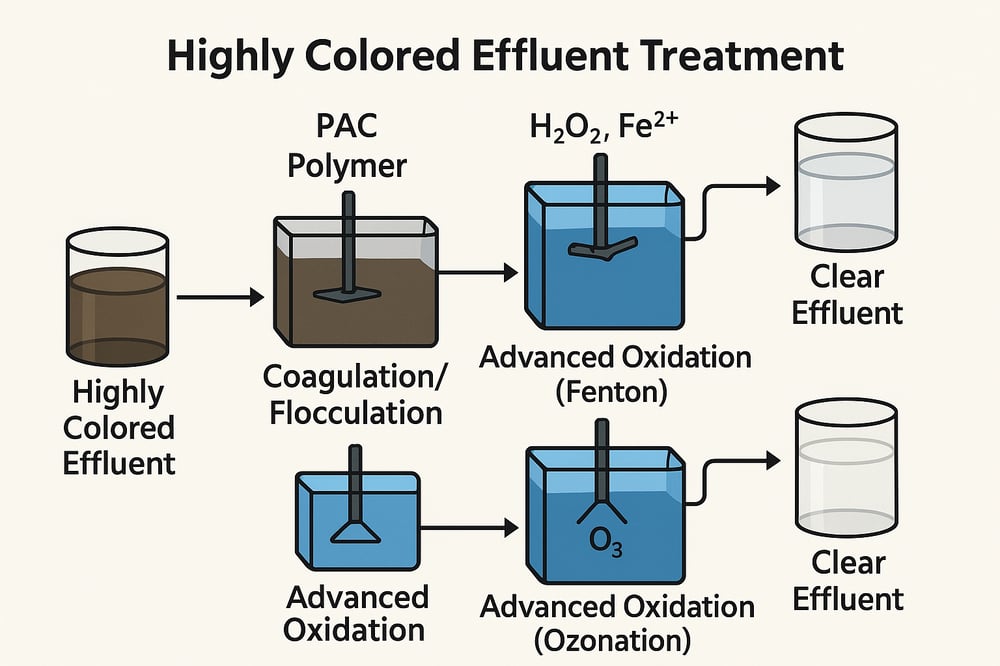
The answer is nuanced. Conventional coagulation–flocculation (adding metal salts to neutralize and clump particles, then settling them) still anchors many plants. But advanced oxidation processes (AOPs)—notably Fenton’s reagent and ozonation—are increasingly used to attack recalcitrant color at the molecular level.
Coagulation–flocculation performance and limits
Inorganic coagulants such as alum, ferrous salts, and polyaluminum chloride (PAC) will remove large particulate/colloidal dyes by precipitating insoluble dyes or dye–metal complexes, but they struggle with soluble or refractory dyes such as reactive azo dyes and anthraquinones (bluewaterlab.co). Typical removal rates vary widely: in a real reactive‑dye wastewater, 6000 mg/L alum (pH 2.4) yielded only ~90% color removal, whereas 2000 mg/L PAC (pH 4.1) achieved 100% decolorization (bluewaterlab.co); in that study PAC (an inorganic polymeric coagulant) outperformed alum at much lower dose (~1.2 g/L vs 6 g/L) (bluewaterlab.co).
Pairing base coagulants with high‑molecular‑weight polymer flocculants can boost settling. One test using PAC plus an organic cationic flocculant removed 98.6% of turbidity but only ~36% of color—proof that aggressive chemical treatment can still leave residual dye (bluewaterlab.co). Plants typically deploy a settling step after dosing; a compact clarifier helps remove suspended solids with 0.5–4 hour detention time.
Operationally, coagulation often cuts BOD (biochemical oxygen demand) by >50% but leaves still‑high residual COD, signaling persistent organics that resist simple capture (mdpi.com). For dosing consistency, many mills standardize on accurate chemical feed using a dosing pump.
Polymeric and composite coagulants
Polymeric (high‑MW) coagulants and “hybrid” salts can outperform low‑MW metal salts. One composite coagulant—poly‑ferric‑titanium‑silicate—achieved dye/color removal greater than 80% (mdpi.com). A dual system combining poly‑ferric chloride (PFC) with a cationic polyacrylamide raised color removal significantly compared to either alone, and lowered required dose (mdpi.com).
In practice, polymer additives are common alongside metal salts. Where PAC is chosen, mills source powdered or liquid stock—see PAC options for water and wastewater treatment—and combine with tailored coagulant and flocculant packages to match dye chemistry.
Sludge volumes and disposal risk
Chemical coagulation produces large volumes of sludge. Textile sludges are hazardous, rich in organic dyes, heavy metals, and nutrients; many factories lack compliant disposal. In Bangladesh, 41.7% of printing mills illegally dump coagulant sludge in open air (bluewaterlab.co). Coagulation with polymer aids can achieve moderate to high color removal (50–100%) for soluble dyes—but at the cost of heavy chemical doses and bulky sludge (bluewaterlab.co).
Costs are dominated by chemicals (~$0.2–1.0 per m^3 for coagulant/polymer, dose‑dependent) and sludge hauling/disposal (often $10–50/ton) (bluewaterlab.co).
Advanced oxidation with Fenton’s reagent
AOPs (advanced oxidation processes) chemically attack dye chromophores. Fenton’s reagent—H₂O₂ plus an Fe²⁺ catalyst—generates hydroxyl radicals that degrade even persistent azo/anthraquinone dyes. In one study on real textile wastewater, Fenton achieved 100% color removal and >90% COD removal, meeting reuse standards (mdpi.com), while conventional coagulation–flocculation was ineffective against non‑biodegradable dyestuffs in the same work (mdpi.com).
Mechanistically, Fenton requires only H₂O₂ and iron salts, operates at ambient temperature, and works best at acidic pH (~3). It can generate up to hundreds of mg/L of iron sludge (Fe³⁺ precipitate) that must be removed (mdpi.com). AOPs reduce sludge overall because organics are mineralized to CO₂ and H₂O; sludge from Fenton is mostly iron hydroxides (often <10% of COD by mass) (bluewaterlab.co).
Economically, Fenton is low‑energy and uses commodity reagents. Reported energy is ~0.98 kWh/m³‑order (energy per log‑equivalent pollutant reduction), with H₂O₂ costing roughly $0.5–1.5/kg and moderate capital needs (mixing tanks) (mdpi.com). One full‑scale installation at an industrial textile WWTP in China reports operating cost of ~CNY 1.62/m³ (~$0.23/m³) while meeting strict standards (mdpi.com). Accurate oxidant and acid/base control is typically delivered via a dosing pump.
Ozonation decolorization and energy draw
Ozone (O₃) directly attacks chromophores; ozonation alone decolorizes >85–99% of textile dyes in bench trials. In a biologically treated woolen‑dye effluent, ozonation achieved 98–99% decolorization in 40 minutes at a 58 mg/L O₃ dose (mdpi.com). Catalytic/peroxone variants (O₃+H₂O₂ or metal catalysts) further boost •OH generation; one nano‑filmed catalytic ozonation study delivered ~87% color and ~73% COD removal (mdpi.com).
There is no sludge, but energy demand is the trade‑off. Ozone must be generated on site via corona discharge, dissolves poorly, and commonly requires >2–3 kWh per cubic meter treated. A meta‑analysis puts ozonation at ~3.34 kWh/m³‑order versus Fenton at 0.98 kWh/m³‑order—nearly 3× higher for ozone—making Fenton the lowest cost per log removal while ozone’s high operating cost is a major drawback (mdpi.com, mdpi.com). Typical net COD removal is 50–80%, and potential by‑products (e.g., aldehydes) must be managed.
Dye chemistry drives method selection
Choice of technology depends on dye chemistry and economics. Weakly bound water‑soluble dyes—many reactive or acid dyes on cotton—often respond well to coagulation, with high removal (>80–90%) at optimal pH and dose (bluewaterlab.co). Azo and polyaromatic dyes (direct, vat, disperse, metal‑complex) typically persist after flocculation, where oxidative breakdown is needed.
Fenton’s reagent excels on these streams—degrading nearly 100% of color even in “non‑biodegradable” effluent at optimized pH and H₂O₂:Fe ratios (mdpi.com). Ozone likewise achieves high decoloration (often >85%) and can improve biodegradability, with one report raising the BOD₅/COD ratio (a biodegradability index) from ~0.23 to ~0.61 (mdpi.com).
Cost benchmarking and full‑scale figures
Coagulation with traditional salts has low capital needs (simple clarifiers), low chemical cost (USD <$0.2/m³ for alum/polymer), but heavy sludge disposal costs, with color removal ≤80% for many dyes (bluewaterlab.co, bluewaterlab.co). Polymeric coagulants impose higher chemical unit costs (polyacrylamides or charged polymers ~$1000–2000/ton) but at lower dose; efficacy can reach >80% for many dyes, though still incomplete for the toughest color (mdpi.com, bluewaterlab.co).
Fenton’s AOP has moderate capital needs (mixing tanks), low reagent costs (H₂O₂ ~$0.5–1.5/kg), and very low energy (~0.98 kWh/m³‑order). It achieves ~90–100% color removal on refractory dyes, with a reported full‑scale operating cost near ~$0.23/m³ (CNY 1.62/m³) in China; main extras are acid/base for pH and handling iron sludge (mdpi.com, mdpi.com, mdpi.com).
Ozonation brings high CAPEX (ozone generator) and high OPEX—often 3–4 kWh/m³ at best—with minimal sludge. It is good for final polishing to very low color, delivering 85–99% decolorization in trials, but typical net COD removal is 50–80%. Power cost alone can run several tenths of $/m³ (exact $/m³ depends on titers and run‑time), and by‑products (aldehydes) require control (mdpi.com, mdpi.com, mdpi.com, mdpi.com).
Integrated trains and compliance outcomes
No single method fits all dyes. Coagulation—especially with polymer additives—is cost‑effective for bulk solids and many soluble dyes, while AOPs (Fenton, O₃) are often reserved for the “last 10–20%” of stubborn color. For mixed streams, a hybrid ETP (e.g., anaerobic+coag+Fenton) often optimizes sake. Reported removal and costs include: 63–97% color removal depending on method (researchgate.net), ≥85–100% for AOP methods on model dyes (mdpi.com, mdpi.com), and CAPEX/OPEX from ~$0.2–0.5 per m³ for fully abated systems (mdpi.com, researchgate.net).
These figures come from authoritative reviews and pilots. A comprehensive review (Zhang et al., 2021) reports Fenton achieving 100% color removal versus ineffective coagulation, and quantifies AOP energy costs—Fenton ~0.98 kWh/m³‑order vs ozonolysis ~3.34 kWh/m³‑order (mdpi.com, mdpi.com). A semi‑industrial case study (Arous et al., 2024) found an integrated coag+filtration+ion‑exchange system removing ~97% of color at ~$0.17 EUR/m³ (researchgate.net, researchgate.net). Other experimental studies document polymeric coagulants (PAC, PFC+polymer) hitting 80–100% dye removal (bluewaterlab.co, mdpi.com).
