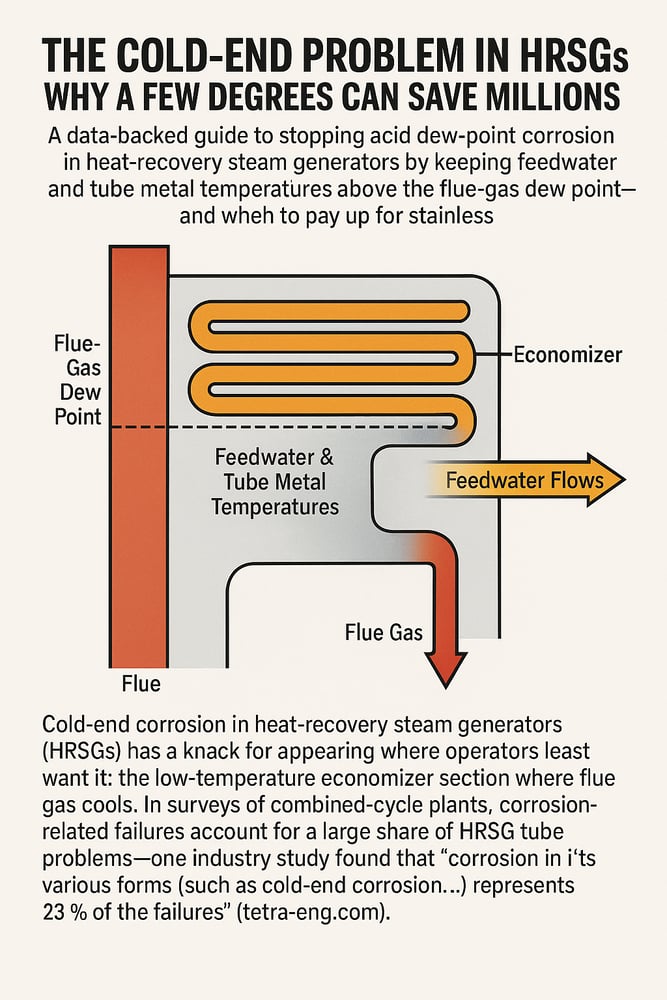
A data-backed guide to stopping acid dew-point corrosion in heat-recovery steam generators by keeping feedwater and tube metal temperatures above the flue-gas dew point—and when to pay up for stainless.
Cold-end corrosion in heat-recovery steam generators (HRSGs) has a knack for appearing where operators least want it: the low-temperature economizer section where flue gas cools. In surveys of combined-cycle plants, corrosion-related failures account for a large share of HRSG tube problems—one industry study found that “corrosion in its various forms (such as cold-end corrosion…) represents 23% of the failures” (tetra-eng.com).
When acidic vapors condense, tube life shrinks and outages get expensive. Sulfur oxides (SO₂, SO₃) and other acids (HCl, HNO₃) in the flue gas condense when tube metal falls below the acid dew point, driving rapid pitting and metal loss (ogj.com; ijser.org). Sulfuric acid dew-point corrosion alone has been described as “a quite common occurrence” in high-pressure boilers running on fossil fuels (ijser.org), linked to catastrophic tube failures and large power-production losses.
Field reports point to fuel chemistry: economizer tube failures from dew-point corrosion have been reported almost exclusively in units burning sulfur-bearing fuels (heavy fuel oil or gas turbine distillate) (ijser.org). The result is unscheduled downtime: e.g., one power/ water-cogeneration study reported repeated economizer failures traced to dew-point corrosion.
Acid dew point: definition and ranges
The acid dew point (ADP) is the temperature at which acidic vapors in flue gas condense into liquid on cold surfaces—primarily H₂SO₄ from SO₃ + H₂O, plus any HCl/HNO₃ (ogj.com; ijser.org). Typical values span about 60–150 °C depending on fuel and moisture. A study of high-pressure boilers found acid dew points at 115–138 °C in normal operation (ijser.org).
In combined-cycle HRSGs burning low-sulfur gas, dew points are lower (often <70 °C), but even trace SO₃ can push them higher. Bahadori et al. show the dew point is very sensitive to SO₃ and moisture: at just 1 ppm SO₃, raising H₂O from 5% to 30% vol raises the dew point from ~106 °C to ~127 °C (ogj.com). In short, small amounts of sulfur or moisture can produce dew points well above 100 °C.
Metal temperature, not just gas temperature
Condensed sulfuric acid is extremely corrosive—once flue gas cools to the dew point, H₂SO₄ “combined with water…is corrosive to steel,” and a mist of acid droplets is “highly detrimental” to heat-recovery surfaces (ogj.com). Crucially, it’s the metal temperature that matters: “if the flue gas temperature is above the dew-point… and the tube metal temperature is lower than the dew-point… acid condensation can occur” (ijser.org).
Feedwater setpoints and efficiency trade-off
The primary defense is to keep the coldest tube-metal temperatures (economizer-wall temperatures) above the acid dew point. In practice, that means ensuring the feedwater entering the economizer (the low-temperature heat exchanger that preheats feedwater using flue gas) is hot enough that metal never drops below ADP. Raising feedwater temperature—via feedwater heaters or bypass systems—forces the economizer outlet flue gas to exit hotter, preventing acid condensation. Industry guidance is explicit: “an increase in the economizer feed inlet temperature will help in reducing the severity of cold end corrosion” (ijser.org).
This is a balance of efficiency versus corrosion. Lowering feedwater (or economizer-water) temperature maximizes heat recovery—V. Ganapathy notes that each 40 °F (≈22 °C) drop in exit flue-gas yields roughly 1% extra boiler efficiency (vganapathy.tripod.com). But that “extra” heat pushes tubes closer to (or below) the dew point. Plants often target a margin: raising feedwater so the economizer tube-wall is ~10–15 °C above ADP. Ganapathy advises raising feedwater to within 10–15 °C of the dew point (or above it) to recover most heat without condensation (vganapathy.tripod.com).
In practice, many operators keep economizer feedwater at or slightly above the calculated ADP. Boiler designers often specify a minimum feedwater inlet of ≈99–105 °C (210–220 °F) when burning low-sulfur fuels (ADP ≈66–93 °C) to keep tubes safely above the dew point (scribd.com). If fuel sulfur is higher, the required feedwater temperature rises accordingly. Failure to do this often precipitates tube corrosion—dozens of HRSG failures have been traced to too-cold economizer tubes.
Startup, bypass, and layup controls
Flue-gas management rounds out operations. Before startup (or during partial load), some HRSGs use flue-gas bypass/diverter dampers to avoid chilling the economizer when water is cold, and bypass gas around sections until warming is complete. Conversely, maintaining higher steam-cycle cycling between starts (to keep tubes hot) and good layup practices—such as dehumidified air or VCI (vapor corrosion inhibitor) fogging during outages (powermag.com)—protect the cold end. Some operators fold these steps into broader corrosion-inhibitor programs deployed during outages, where equipment choices can include a dedicated corrosion inhibitor regimen or, for chemical application control, a metering unit such as a dosing pump.
Still, the simplest and most effective measure is heat: by calculation, given gas composition and moisture, feedwater is set >ADP by at least 10–15 °C to eliminate condensation.
Economizer materials and cladding choices
Material choice is the other line of defense. Standard economizer tubes are typically carbon or low-alloy steels (e.g., ASME SA-192/SA-210), which corrode severely if acid condenses. In higher-risk cases, operators specify stainless alloys or alternative fabrication. Austenitic stainless steels (Types 304L, 316L) form protective chromium-rich oxides and resist sulfuric acid far better than carbon steel. In practice, some HRSG designs (or retrofit parts) use 316L or higher-Ni austenitics for final economizer coils, especially in condensing service. Even higher-alloy steels (duplex stainlesses, alloy 625/825, etc.) may be specified in very corrosive flue gases. Alternatively, carbon steel tubes can be clad or lined (stainless-clad steel) to provide a corrosion barrier.
There is a cost: these materials can be 2–5× more expensive than bare carbon steel. They can, however, extend tube life by an order of magnitude under dew-point conditions, often saving much more in avoided downtime and re-tubing costs. In extreme condensers, even plastic or PTFE (polytetrafluoroethylene) coatings are used: “of course, one could use Teflon-coated tubes… but the cost may be significant” (vganapathy.tripod.com).
Quantitatively, sulfuric acid condensing at acidic dew points is highly detrimental to carbon steel; 316L rates might be 0.01–0.1 mm/year under similar conditions (essentially inert relative to carbon steel). While exact rates vary, field experience reports that switching from carbon steel to stainless at the cold end largely eliminates acid attack. One power plant replacing its failing carbon-steel economizer with stainless-steel tubing reported no further pitting or leaks after years of operation (versus yearly holes before). The trade is higher capex for reliability: an economizer clad or built of stainless may cost 3× normal, but if it doubles or triples tube service life—avoiding $M losses from unscheduled outages—the return on investment can be favorable.
Operating targets and measurable outcomes
Best practice converges on keeping metal surfaces above the flue-gas acid dew point using feedwater preheating and startup controls, with a target that economizer metal stays ~10–20 °C above the calculated dew point (ijser.org; vganapathy.tripod.com). Maintaining flue-gas exit temperature (stack temperature) above the dew point (typically ≥120–130 °C for oil firing) adds safety margin (ijser.org), and minimizing fuel sulfur lowers the dew point dramatically (ijser.org; ijser.org). Quantifiable outcomes include percent-efficiency gains at the margin—about ~1% per ~20 K economizer ΔT (vganapathy.tripod.com)—and vastly improved equipment life when corrosion-resistant materials are used.
These measures—supported by industry studies and analyses (tetra-eng.com; ogj.com; ijser.org; ijser.org; vganapathy.tripod.com)—form a practical, data-backed playbook for protecting the cold end of HRSG boilers.
