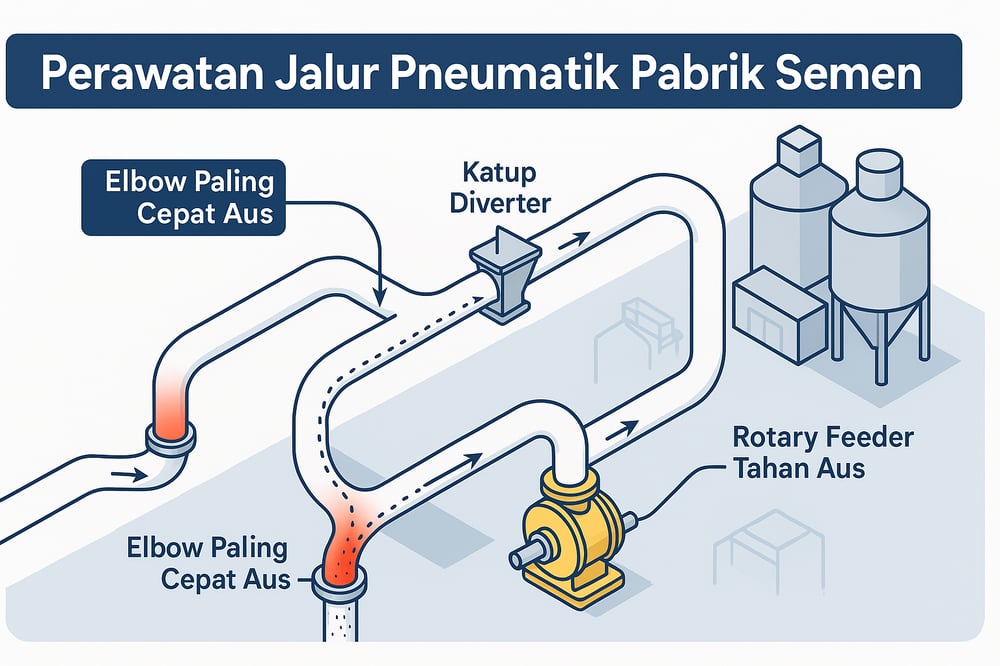
In cement mills, silos, and packaging, the elbow is the failure point to watch — and to harden. Data-backed upgrades and inspections are extending component life from months to years.
Pneumatic conveying (moving bulk solids with air) is the workhorse of cement storage and packaging, but the material itself is unforgiving. Highly abrasive cement and fly‑ash dust erode pipes and valves, and elbows take the brunt. Studies repeatedly show “bends are most susceptible to erosive phenomena and fail frequently” (researchgate.net).
Industry sources confirm elbows not only create greater pressure drop but also see most of a system’s erosion (bulkinside.com). Bulk‑handling experts note erosion “is more prominent at bends due to conveyed particle impact velocity, angle of the bend, and particle hardness” (bulkinside.com).
Valves — diverter gates, rotary feeders, and the like — endure the same punishment at flow‑direction changes (researchgate.net; cementproducts.com). “Extensive testing has shown that erosive wear is the main type of wear in rotary and diverter valves” (cementproducts.com). In practice, unprotected rotary feeders in cement service often need replacement on a timescale of months, while wear‑resistant valves have dramatically extended run times (details below).
Erosive wear concentration at bends
The worst hotspots are 90° and 45° elbows. Impact concentrates on the outer radius and typical maintenance schedules see frequent replacements unless protections are in place. Increasing bend radius cuts wear substantially: one CFD study (computational fluid dynamics) found a larger‑radius elbow reduced metal loss by ~28.8% (researchgate.net), and many cement plants use long‑radius or split‑piece elbows (2×45° or 3×30°) that can roughly halve wear versus sharp bends.
Overall, erosive wear from entrained particles is the dominant damage mode (researchgate.net; bulkinside.com). Severity scales with air velocity, material hardness (cement/clinker hardness ≈ Mohs 6–7 on the scratch‑hardness scale), particle size, and solids concentration. CFD studies show particles tend to strike elbow walls around 29–42° from the inlet (researchgate.net), an argument for minimizing bends and carefully aligning any unavoidable turns.
Valve wear and straight‑run thinning
Any valve where powder flow splits or reverses — 1→2 diverters, feeder inlets — is a hotspot. In mineral service, rotary feeders are “subject to high wear” (cementproducts.com), and operators routinely inspect valve seats and rotors for thinning. Even long straight sections erode: survey data indicate unprotected steel pipe can lose 0.1–0.5 mm of wall thickness per year depending on throughput and abrasiveness, with pinholes and dust leaks likely if not checked via regular thickness gauging or ultrasonics.
Additional components deserve a look: slide gates and pinch valves on silos endure moderate wear (caking cement can fail seats), and compressed‑air blowers and filters see fines but are mainly leak‑check items, not high‑wear components per se.
Preventive inspection and monitoring schedule
Scheduled inspections cut breakdown risk and repair costs, according to bulk‑handling maintenance guidance (mactex.com.my). In practice, plants implement monthly checks focused on elbows and valves.
Typical tasks include visual and dimensional checks at wear‑prone spots, wall‑thickness measurement (calipers or ultrasonic C‑scan), and setting a hard trigger for swap‑out — for example, 70% material loss as the replacement threshold. Leak and pressure monitoring matters: track differential pressure across long runs or filter separators, since rising pressure drop or flow loss can signal internal buildup or thinning. One Indonesian observation study documented large head losses at specific elbows due to flow separation (researchgate.net), underscoring why pressure trends should be watched.
Preventive part replacement is standard: if a cast steel elbow lasts 6–12 months, install a new (protected) bend at, say, 10 months rather than waiting for a leak. Keep spare elbows and valve seats for fast swaps. Routine valve service — greasing and tightening packing on diverters, checking actuator throttles — preserves clearances. Document run‑hours; predictive tools increasingly use vibration or acoustic sensors to flag escalating wear. Housekeeping helps too: clean accumulated cement dust on pipeline exteriors (spillage can exacerbate wear) and maintain proper moisture control, since even slight humidity can cause downstream clogs in otherwise dry handling.
Bulk‑handling experts reiterate that a robust preventive‑maintenance schedule with elbow/valve checklists safeguards uptime and lowers repair costs (mactex.com.my).
Material upgrades and linings at hot spots
Hard steels (abrasion‑resistant alloys) multiply service life. SSAB’s Hardox 400/500 steel tubes (400–500 HB, where HB is Brinell hardness) are marketed for heavy‑duty pipelines, with claims of 2–10× longer life against cement and coal ash versus plain carbon steel (~125 HB) (ssab.com). Switching to thicker‑walled elbows (e.g., Schedule 80) or induction‑hardened elbows shows similar gains: one source notes induction‑hardened elbows have ~600 HB on the inner diameter versus ~125 HB for normal pipe (powderbulksolids.com). Increased hardness slows penetration rates.
Ceramic and composite linings are common at extreme wear points. Powder & Bulk Solids notes ceramic‑lined or ceramic‑backed elbows “offer superior protection” under heavy abrasion (powderbulksolids.com). Variants include ceramic‑wrapped elbows — a steel elbow coated on the back/outside with roughly ½″ of ceramic matrix (powderbulksolids.com) — and cast ceramic flat‑back elbows filled solidly with ceramic. The concept is sacrificial: as steel thins, ceramic takes the hit. With ceramic 5–10× harder than steel, protected elbows often last years instead of months. Drawbacks include higher cost and longer lead times. Where only fine powders are conveyed, porcelain‑lined elbows (several‑millimeter “glass” fused inside) can reduce wear (powderbulksolids.com).
Hardfacing and coatings further extend life. Tungsten carbide (WC) overlays — applied by HVOF or laser cladding (thermal spray and fusion processes) — deliver “really excellent wear properties” for sliding abrasion even at thin 0.5–1 mm thicknesses (powderbulksolids.com). WC‑clad elbows are often used on short‑radius ducts where wear concentrates. Rotary valves can be specified with protected internals: examples include rotor tips in tungsten carbide and housings with chrome‑based hardfacing (DuroProtect packages) delivering multi‑year life (cementproducts.com; cementproducts.com). Other hardfacing alloys (Ni‑hard, chromium‑carbide welds) are options. Polymer liners (rubber, polyurethane) can absorb impact and reduce noise in feeder chutes or low‑velocity sections, but for bone‑dry cement they wear faster than ceramic; they are less common in pure cement service.
Geometry and flow optimization
Design choices matter as much as material. Reducing the number of elbows, using long‑radius bends, and avoiding acute angles intrinsically reduces erosion (researchgate.net; sciencedirect.com). A Powder Technology review recommends T‑shaped Y‑diverters rather than sharp elbows where feasible and “as few bends as possible” overall (sciencedirect.com). Natural wear partitions — dead‑end tees or double bends (180° made with two 90° segments) — help distribute impact loads.
Field performance examples
One cement plant retrofitted a fly‑ash line running 70 tph (tonnes per hour) at ~13 psi (pounds per square inch) by replacing a large screw feeder with a ceramic‑coated rotary valve (DuroProtect 5). The result: motor power dropped from ~134 hp to about 4 hp at the same throughput (cementproducts.com). That 97% reduction was attributed to tighter seals and smoother flow. Two Coperion rotary feeders with ceramic/tungsten‑protected internals were reported to unload 617,000 tonnes/year of alumina without maintenance for 4 years (cementproducts.com). Case studies routinely show order‑of‑magnitude improvements when protection is added: metal parts that failed in months ran for years once hardened (cementproducts.com; researchgate.net).
Reported maintenance outcomes
Operators report tangible gains: moving from standard elbows to protected elbows can double replacement intervals, and choosing Hardox or Ni‑Hard bends can cut pipeline wear rates by 50–80%. While results vary by system, both academic studies and vendor reports converge that wear‑resistant components “increase flow rates and cut maintenance costs” — in some cases with single segment replacement (making.com; ssab.com).
Source context and further reading
Findings cited above reflect Verma et al. (2018) (researchgate.net; researchgate.net), Kressley et al. (2016, Coperion/Nordson) (cementproducts.com; cementproducts.com), and Klinzing (2018, Powder Technology review) (sciencedirect.com). Product‑level claims reference SSAB Hardox 400/500 data (ssab.com) and maintenance guidance from Mactex (2025) (mactex.com.my). Additional context comes from BulkInside (2022, 2020) (bulkinside.com; bulkinside.com) and Powder & Bulk Solids (Nov 2016) (powderbulksolids.com; powderbulksolids.com).
Bottom line: the most wear‑prone pneumatic components in cement service are pipe bends and material‑handling valves. Regular inspection, preemptive replacement, and abrasion‑resistant designs — thicker or long‑radius elbows, ceramic or carbide linings, hardened steels — deliver multi‑fold life extension and measurable reliability gains (researchgate.net; ssab.com).
