Returning condensate, recovering blowdown heat, and adding economizers are proven, fast-payback moves that cut fuel, water, and chemicals in textile steam systems. Industry and government data show double‑digit savings with simple hardware.
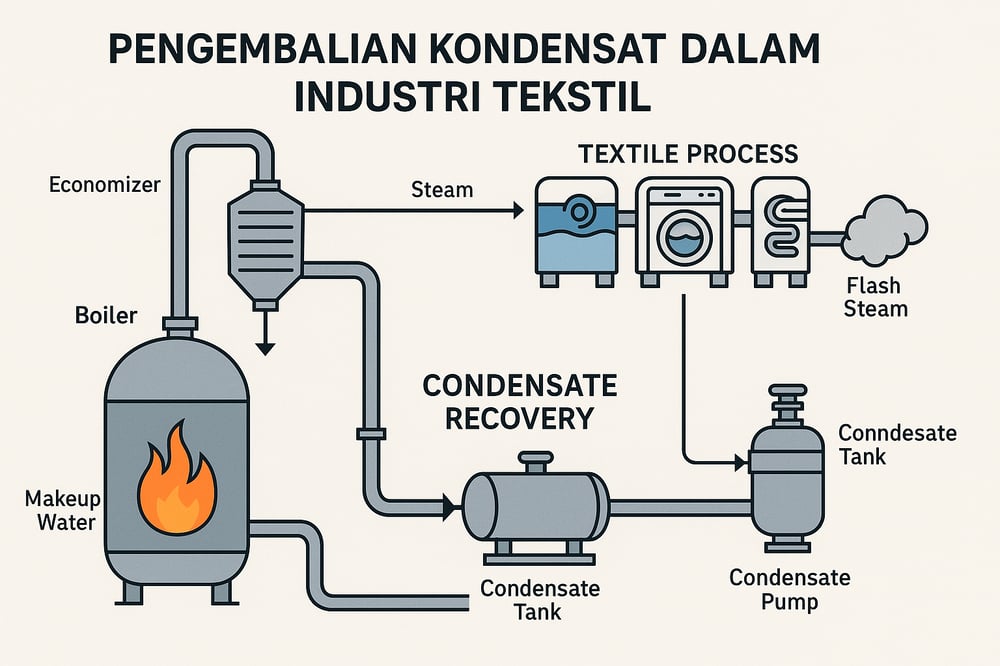
Steam is the lifeblood of dyeing, washing, and drying — and in a well‑run mill, most of it comes back as hot condensate (hot water formed when steam gives up its heat). Every kilogram recovered is water and heat the boiler doesn’t need to replace. In energy terms, condensate typically carries 15–30% of the original steam enthalpy (Spirax Sarco).
The money at stake is not theoretical. For a 10 t/h boiler running 8,400 h/yr that dumps all condensate, Spirax Sarco calculates about £180,000/year wasted — ≈£91k in fuel, £51k in water, and £38k in effluent; bringing back each 1% of condensate recoups roughly 1% of those losses (Spirax Sarco) (Spirax Sarco).
Heat counts twice: lifting feedwater temperature by 6 °C saves about 1% on fuel (Forbes Marshall). One textile case that switched to a closed‑loop (pressurized) condensate return cut boilerhouse energy use by ~18% (Natural Resources Canada).
Condensate return and water chemistry
Because condensate is essentially distilled water, returning it slashes makeup demand and sewer charges (Spirax Sarco). Many mills polish recovered streams with a condensate polisher to keep return loops pristine after heat exchange cooling.
Less makeup also means fewer treatment chemicals and less blowdown needed to purge dissolved solids (Spirax Sarco). Plants that depend on a softener to prevent scale formation, or on RO/NF/UF membrane systems to condition industrial makeup, cut costs further when condensate return reduces throughput.
Flash steam and closed-loop returns
Raising feedwater temperature directly saves fuel: each +6 °C is ~1% off the fuel bill (Forbes Marshall). In closed‑loop (pressurized) returns that avoid vent losses, one implementation reported ~18% energy savings (Natural Resources Canada).
Key benefits of condensate return (per Spirax Sarco):
- Water and effluent savings via pure return water (source).
- Fuel savings from hotter feedwater; a full return case saved ~18% (Forbes Marshall; NRCan).
- Reduced chemicals due to lower makeup rates (source).
- Increased steam output at unchanged fuel input (source).
- Flash‑steam utilization: condensate dropping pressure can release ~10–15% by mass as steam, carrying up to ~50% of condensate energy (Spirax Sarco).
Economics are compelling: Spirax Sarco finds an effective recovery system often pays back quickly (source). One analysis of a retrofit capturing 35% of condensate on a 15,000 kg/h steam line projected a simple payback on the order of a year or less (Spirax Sarco).
Stakeholders also note a carbon kicker: each tonne of condensate saved avoids roughly one tonne of CO₂ versus generating fresh steam to replace it (Spirax Sarco) (Forbes Marshall). In Indonesia, an initiative registered with the Ministry of Environment and Forestry recovers condenser waste heat to preheat boiler feedwater (srn.menlhk.go.id).
On the chemical side, lower makeup rates curb the need for oxygen scavengers and scale control, while dosing accuracy is supported by a properly sized dosing pump.
Boiler blowdown heat recovery systems
High‑pressure boilers periodically “blow down” — discharge hot, pressurized water — to control dissolved solids; without recovery, that’s energy to the drain. Flash tanks and heat exchangers reclaim it: flashing alone can capture about 40% of blowdown energy, while two‑stage flash‑and‑exchanger setups recover up to 90–95% (Spirax Sarco) (IB&M).
One Spirax Sarco estimate: with good flash‑and‑exchanger recovery, about 82% of original blowdown energy is reclaimed and ~14% of the water mass is reused (source).
Case math underscores the value: for a 6 t/h boiler at 10.5 bar with 2% blowdown (120 kg/h), the flash is ~338 kg/day; using it saves about 7.7 tonnes of fuel oil per year (Forbes Marshall). Conversely, a 23 t/h boiler at 860 kPa with continuous 5% blowdown dumps ~1,150 kg/h carrying ~885,500 kJ/h of energy; at 80% boiler efficiency that’s about 29.7 m³/h of natural gas, roughly $32,100/year, gone (Natural Resources Canada).
Vendors report high performance: modern units (e.g., Penn Separator systems) claim 90–95% thermal efficiency (IB&M). Compact flash economizers can serve multiple boilers with 1–30 gpm blowdown, recovering ~90% of blowdown heat (IB&M). By preheating feedwater, these systems trim fuel and cool effluent to ~20–40 °C, often below discharge limits (Spirax Sarco) (Spirax Sarco). Typical payback runs 1–2 years, and utility incentives often sweeten the ROI (IB&M).
Economizers and flue‑gas heat recovery
Stack gases are another hotspot. Dropping flue temperature by 20 °C raises boiler efficiency by about 1% (Natural Resources Canada). Conventional economizers — flue‑gas‑to‑feedwater heat exchangers — typically add ~3–4% efficiency (NRCan). A Forbes Marshall rule of thumb: every 6 °C feedwater increase saves about 1% fuel; in one calculation, raising feed from 40 °C to 46 °C cut required fuel ~1.6% (Forbes Marshall) (Forbes Marshall).
Condensing economizers go further by cooling below the dew point to recover latent heat; efficiency can exceed 90% (Natural Resources Canada). Montreal’s Hôpital du Sacré‑Cœur used condensing economizers to heat water and space, cutting natural gas ~11% and CO₂ by 12,000 t/year (NRCan).
In textile settings, economizers or feedwater heaters have been used to preheat incoming feed by 60–65 °C in some cases, yielding on the order of 10% fuel savings (Forbes Marshall) (NRCan). Many installations report 12–24 month ROI and qualify for incentives (IB&M).
Measured outcomes and operating trends
Combining condensate return with economizers routinely saves roughly 10–20% of boiler fuel in practice. Typical heat balances show flue losses near 18% and blowdown around 3% of input fuel; even recovering half of those losses delivers several percent efficiency gain (Natural Resources Canada). Modern plants report 80–90% condensate recovery rates, aided by corporate targets and local water costs.
Regulators and standards in markets like Indonesia are encouraging heat‑recovery technologies, while digital monitoring of condensate loops and automatic blowdown controls are squeezing out waste. In many programs, dosing and pH control are supported by neutralizing amine strategies alongside hardware upgrades, with dosing delivered via a dedicated dosing pump.
Water treatment implications for boilers
Because returning hot, clean condensate reduces makeup load, it proportionally trims demand for treatment chemicals and equipment (Spirax Sarco). Plants relying on ion‑exchange and membrane trains for ultra‑low TDS makeup often see knock‑on savings when return rates rise; where needed, upstream pretreatment can include RO, NF, and UF systems for industrial water and a softener to protect the boiler from scale.
Summary and sources
For textile steam systems, the data are consistent: maximize condensate return to cut fresh water and chemicals, and use blowdown and flue‑gas heat recovery to raise efficiency. Condensate return alone can reduce boiler fuel by up to ~18% in a closed‑loop case (NRCan); blowdown heat recovery commonly reclaims ~0.8–0.9 of otherwise lost heat (Spirax Sarco) (IB&M), while economizers add another ~3–10% depending on configuration (NRCan) (NRCan). Plants that deploy these measures report sustained savings of 10–30% versus baseline consumption.
Key references: Natural Resources Canada’s CIPEC guidance (link) and its notes on condensing recovery and complementary pumps (link); Spirax Sarco on condensate recovery (link) and blowdown heat recovery (link); vendor analyses from Forbes Marshall (link) and IB&M (link).
