Prep plants chasing higher yield and lower ash are re‑engineering fine‑coal recovery with gravity and froth—then tuning the chemistry. Published studies put hard numbers on what works, when.
Fine coal—typically the <2 mm fraction and especially <0.5 mm—can be the difference between waste and revenue. In modern plants, coarser fines are steered toward gravity separators while ultrafines go to froth flotation, with circuits balancing recovery (%) and clean‑coal ash (%) against throughput, energy, and compliance. State‑of‑the‑art practice often pairs spirals or Reflux Classifiers on the coarse fine stream with column or mechanical flotation for the <0.1 mm cut.
Benchmarks are well‑documented. On –48 mesh (~0.3 mm) coal, adding a cleaner flotation stage lifted mass yield by about 7% while holding the concentrate to ~8% ash, according to Honaker & Mohanty (1996) (ResearchGate). Industry experience shows flotation circuits routinely deliver roughly 65–90% combustible recovery, with clean‑coal ash commonly 5–15% (bituminous coals), provided feed density, reagent dosing, and froth residence time are controlled. Cheng et al. (2014) reported that more froth time or agitation raised ash and lowered recovery, and that the <75 µm fraction exhibited notably lower flotation rate constants (ResearchGate).
Spiral concentrators: coarser fine coal
Spirals are helical gravity channels that stratify particles by density using centrifugal forces. They are low‑capex, water‑efficient, and typically run on slurries at ~5–15% solids. Modern designs can treat 1.5 mm down to ~0.1 mm, with some reporting effective separation to ~100 µm (Multotec).
Performance depends heavily on feed condition. A U.S. plant study found that more dilute feed (~3% solids) sharpened separation, while boosting feed density from 12% to 18% increased clean‑coal ash (ResearchGate). Misclassification ahead of the spirals matters: Yang (2010) showed cyclone inefficiency misplaced coarse (>150 µm) and ultrafine (<45 µm) particles, elevating spiral ash and necessitating desliming to maintain quality (WVU).
Slimes (clays) are a recurring risk. An Exxaro (RSA) case documented that both conventional and “high‑capacity” spirals lost recovery as slimes increased; the high‑capacity design traded a few percentage points of recovery for higher throughput (SciELO). Typical spiral metrics include SG50 (the specific gravity cut‑point) in the ~1.5–2.0 range for clean‑coal streams (WVU), clean‑coal ash on the order of 5–15% (feed‑dependent), and recoveries often >80% for coarser fines, with efficiency dropping below ~100 µm.
Froth flotation cells: ultrafine recovery and selectivity
Flotation exploits coal’s natural hydrophobicity, enhanced by oil collectors, to capture particles down to a few microns. Mechanical cells and tall columns are standard; newer Reflux Flotation Cells (RFC) integrate inclined channels to achieve very high throughput (ADS).
Multi‑stage arrangements tighten grade. The Honaker & Mohanty (1996) result—about +7% mass yield with ~8% ash on –48 mesh feed—demonstrated the impact of adding a cleaner column (ResearchGate). In a full‑scale washery, Sharath Kumar et al. (2021) reported roughly 70% combustible recovery, cutting ash from 35.5% (feed) to 17.2% (cleaned coal) (ResearchGate). Columns perform best at low pulp densities (e.g., <5% solids). Cheng et al. (2014) measured slower kinetics for <75 µm versus 250–125 µm fractions (ResearchGate).
Throughput and coarse recovery have advanced. Dickinson et al. (2015) showed RFC operation at ~10× typical feed flux on a very dilute feed (~0.35% solids) with ~25 s residence time (ADS). Increasing gas flux raised coarse‑fraction (+38 µm) recovery from 92.3% to 98.5% (ADS), while separation below ~1.7 µm was dominated by hydraulic entrainment rather than true flotation (ADS).
Trade‑off: energy. “Per ton recovered,” fine flotation can consume >5× the energy of gravity separation, with power per kg coal rising as particles get finer and retention increases (ResearchGate). Still, the economics often pencil out: Vasudevan et al. (2021) estimated ~1 million tpy of unrecovered fines in India’s washeries; even a 5% boost via optimized flotation is significant tonnage.
Reflux Classifiers: inclined‑plate fluidized beds
The Reflux Classifier (RC) is a fluidized‑bed gravity separator with multiple inclined plates. Feed slurry flows upward; denser particles settle against the plates and “reflux” downward, while light particles overflow. The plates create a very large effective settling area (Boycott effect). RCs can serve as hydrosizers or concentrators for the 0.25–2.0 mm fraction.
Full‑scale trials on 0.25–2.0 mm coal found that RCs offered flexible cut‑point control and full‑scale yield–ash performance equivalent to pilot tests (ADS). In practice, operators can shift the split: one report noted clean‑coal ash ~10% at an SG of ~1.6 (lower than a spiral’s ~1.8) with similar yield (ADS). A single RC can replace dozens of spirals, and adoption has grown in Australia and Asia (ADS). As with spirals, desliming (e.g., via hydrocyclones) is essential because clays agglomerate on plates.
Circuit design, throughput, and trade‑offs
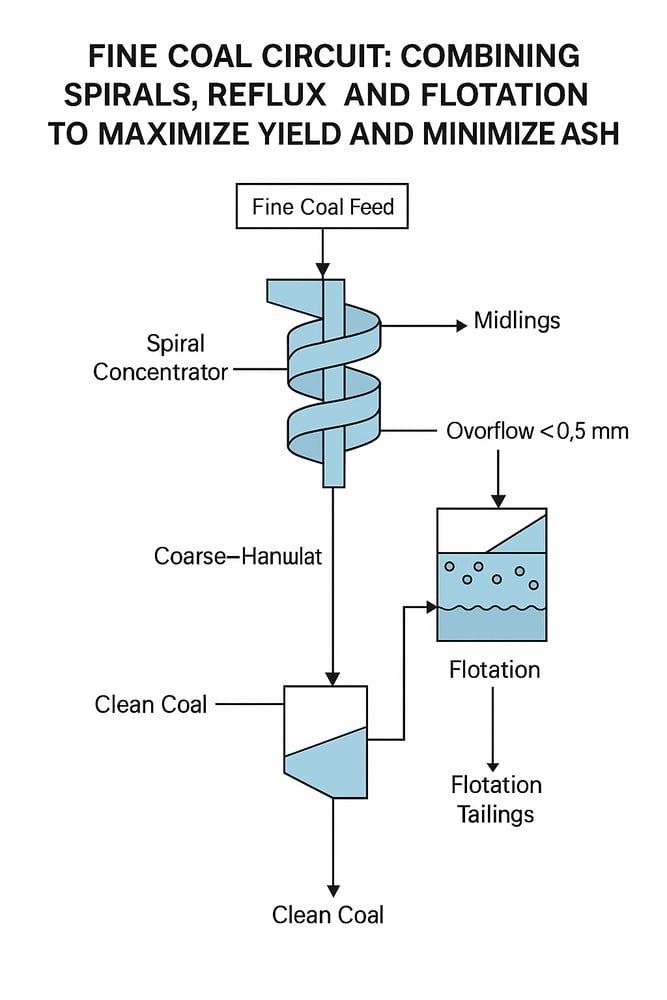
Plants commonly cascade desliming → gravity (spirals or RCs) → flotation. One representative flowsheet runs a 2 mm–0.5 mm spiral bank (or RC) to recover “primary clean coal” at ~80% yield and ~20% ash, then sends overflow fines (<0.5 mm) to flotation to lift another ~10–15% of total coal at ~10% ash. On some washability curves, spirals/RCs recover the high‑density coal (SG ~1.9–2.0) at ~80–90% yield (loss to middlings/~20% of coal), while flotation recovers most remaining carbon at lower yields.
As another example, from a ROM feed at ~35% ash, a gravity circuit may produce ~80% yield at ~15% ash; flotation can add ~10% yield at ~8–10% ash. Published plant and lab outcomes align: Honaker (1996) achieved concentrate ash ~8% with multi‑stage flotation (ResearchGate); Kumar et al. (2021) reported 70% overall recovery with clean‑coal ash at 17.2% from a 35.5% ash feed (ResearchGate).
Operating windows matter. Gravity devices prefer moderate solids (10–20%); too high (as in #17) worsens washwork. Flotation columns run best at ~3–5% solids. Slimes degrade all circuits—spirals/RCs lose capacity and selectivity, and flotation suffers clay fouling unless dispersed. Cut‑point control is mechanical for gravity (splitter settings, fluidization) and chemical for flotation (reagents, froth depth). Modern spirals (multi‑turn) process up to ~100 t/h each; RCs can run at several times that; flotation cells and columns are modular, typically tens of t/h each.
Economically, spirals generally carry the lowest capital cost per t/h, with RCs and flotation higher. Operating costs follow, with flotation adding power and reagents. But unrecovered coal is expensive: at $100/t, an extra 1% recovery yields millions annually, driving interest in higher‑throughput gravity (HC spirals, RCs) and improved flotation reagents. In Indonesia, Ministry of Environment effluent standards (COD, TSS, phenols) indirectly push plants to maximize recovery and shrink waste ponds (JDMLM). Companies often recycle process water to minimize reagent losses and treat slimes waste (which contain residual oil). Supporting utilities for water treatment are commonly required (supporting equipment for water treatment).
Chemistry of froth flotation: collectors, frothers, depressants
Collectors render coal more hydrophobic. Standard practice uses non‑polar oils—kerosene, diesel, fuel oil—that form droplets coating coal surfaces (SciELO). Typical collector dosages are ~100–300 g/t. Emulsified collectors (oil + surfactant) have cut diesel usage by ~70% in bench tests, with ~100 g/t less diesel needed than neat diesel, and can partially replace separate frother addition (SciELO).
Frothers stabilize bubbles and the froth phase. Common choices include MIBC (methyl isobutyl carbinol), pine oil, secondary alcohols (e.g., 2‑ethyl hexanol), and polypropylene glycol ethers, often at ~50–200 g/t. Safety profiles differ: MIBC has a low flash point (~25°C) and health risks; pine oil flashes at ~78°C; synthetic “DowFroth” frothers can be ~149°C, offering safer operation (ResearchGate). Many plants still dose MIBC at ~50–100 g/t for bituminous coals. Over‑frothing drags gangue; many sites target on‑cell concentrations of ~10–30 mg/L. Precise dosing is critical and typically controlled tightly during shifts (accurate chemical dosing).
Depressants keep unwanted minerals (quartz/silicates, clays, pyrite) hydrophilic. Widely used options include sodium silicate (water glass); starches or carboxymethylcellulose (polymers that adsorb to mineral surfaces); and lignosulfonates or humic acids that depress fine pyrite (Springer and Springer). Strong oxidants (e.g., NaClO₂, H₂O₂) or pH modifiers (NaOH) can make pyrite hydrophilic but risk coal loss (Springer). Some circuits invert to reverse flotation of minerals, but direct coal flotation remains dominant.
The reagent regime moves the grade–recovery curve. Li et al. (2013) showed microemulsion collectors cut diesel by ~70% and reduced separate frother need (SciELO). Zhang et al. (2022) reviewed depressants and noted tannic acid or sodium humate can strongly suppress pyrite—sometimes at the cost of coal depression (Springer). Many plants rely on lab lock‑cycle tests to set dosages. Where slimes waste and residual oils must be removed ahead of discharge, facilities apply physical separation steps consistent with primary treatment (wastewater physical separation).
Regulatory context and water reuse
Flotation reagents fall under environmental controls. Indonesian regulations limit toxic reagents and mandate effluent standards (COD, TSS, phenols) (JDMLM). This favors biodegradable or low‑volatility choices (e.g., water‑glass, starch; pine oil or high‑flash synthetics), as reviewed by Otsuki & Miller (2019) (ResearchGate). Many operators recycle process water to reduce reagent loss and treat slimes containing residual oil before discharge; ancillary water‑treatment systems are commonly paired with the plant utilities (water treatment ancillaries).
Bottom line
Gravity devices—spirals and RCs—recover roughly 80% of coarse fines at low cost, typically yielding ~10–20% ash products but struggling below ~100 µm. Flotation adds 5–15% yield from ultrafines with higher energy and chemical costs, often producing ~5–10% ash clean coal. The literature is consistent: Honaker (1996) saw +7% yield with ~8% ash from a cleaner stage (ResearchGate); Kumar (2021) reported 70% recovery and 17.2% clean‑coal ash from 35.5% ash feed (ResearchGate); Dickinson (2015) demonstrated RFC recoveries >98% for +38 µm particles under high gas flux (ADS); Multotec notes spiral duty down to ~0.1 mm (Multotec); and Galvin (2005) showed full‑scale RCs matched pilot performance with flexible cut‑points (ADS). In fine‑coal circuits, matching equipment and reagent scheme to the size/ash profile—and dosing precisely—is the lever for recovery and profitability.
Sources and referenced studies
Honaker & Mohanty (1996): Enhanced column flotation performance for fine coal cleaning—yield gain (~7%) with ~8% ash on –48 mesh feed (ResearchGate).
Cheng et al. (2014): Energy consumption in fine coal flotation—kinetics slower for <75 µm; energy per kg rises with finer sizes/longer retention (ResearchGate).
Spiral application range and principles—1.5 mm down to ~0.1 mm; ~100 µm effective separation (Multotec). U.S. spiral operation study—dilution improved separation; 12%→18% feed density raised ash (ResearchGate). Cyclone misclassification impacts (WVU). High‑capacity spiral trade‑offs under slimes (SciELO). SG50 ranges for clean‑coal output (~1.5–2.0) (WVU).
Reflux Flotation Cell throughput and kinetics—~10× feed flux at ~0.35% solids; ~25 s residence; +38 µm recovery 92.3%→98.5%; <1.7 µm dominated by entrainment (ADS; ADS; ADS; ADS).
Reflux Classifier (RC) trials and adoption—0.25–2.0 mm feed; flexible cut‑points; full‑scale matched pilots; Australian/Asian uptake; SG shift to ~1.6 producing ~10% ash with yield similar to spirals (~1.8) (ADS; ADS).
Washery flotation performance (Kumar et al., 2021)—~70% recovery; ash 35.5%→17.2% (ResearchGate).
Collectors and microemulsion performance; reduced diesel use (~70%) and ~100 g/t less diesel; partial frother replacement (SciELO; SciELO). Frother safety and selection (MIBC ~25°C flash; pine oil ~78°C; synthetics ~149°C) (ResearchGate).
Depressants (starch, sodium silicate, lignosulfonate/humic acids; oxidants; pH modifiers) and selectivity impacts, including tannic acid/sodium humate effects (Springer; Springer).
Regulatory context (Indonesia) and effluent standards (COD, TSS, phenols) (JDMLM).
