Modern fabric filters strip out more than 99% of dust — including PM_2.5 — while recycling material back to the kiln. The catch: performance lives or dies on bag media and pulse‑jet cleaning.
Cement production throws off dust from limestone to clinker ash, and regulators have noticed. In Indonesia, the 2017 Permen LHK pegs kiln‑stack particulate (PM, airborne particulate matter) at ≤ 75–60 mg/Nm³ (milligrams per normal cubic meter; normalized conditions) for categories A–C and sets 60 mg/Nm³ on dust collectors for material conveyors (id.scribd.com) (id.scribd.com).
To comply, cement plants deploy high‑efficiency fabric filters (“baghouses”) across the flowsheet. Typical facilities run 40–80 units handling 30–>100 000 m³/min gas flow at raw mills, clinker coolers, finish mills, material handling and packing (cementequipment.org).
The payback is immediate: fabric filters routinely exceed 99% removal (including PM_2.5) by trapping 0.1–100 µm aggregates (cementequipment.org). One Romanian plant reported ~27–34 mg/Nm³ at the stack post‑filter (pmc.ncbi.nlm.nih.gov), and “insignificant” stack dust is often observed with proper maintenance (pmc.ncbi.nlm.nih.gov).
Uncontrolled emissions can run in the hundreds of mg/Nm³; a well‑designed baghouse cuts that by an order of magnitude and returns value. Plants “recycle” fly‑dust: “a significant fraction of plant production is captured by the PM control device and returned to the kiln” (cementequipment.org). In practice, 98% of kiln feed may be recaptured via return of dust collector solids.
Baghouse architecture and flow parameters
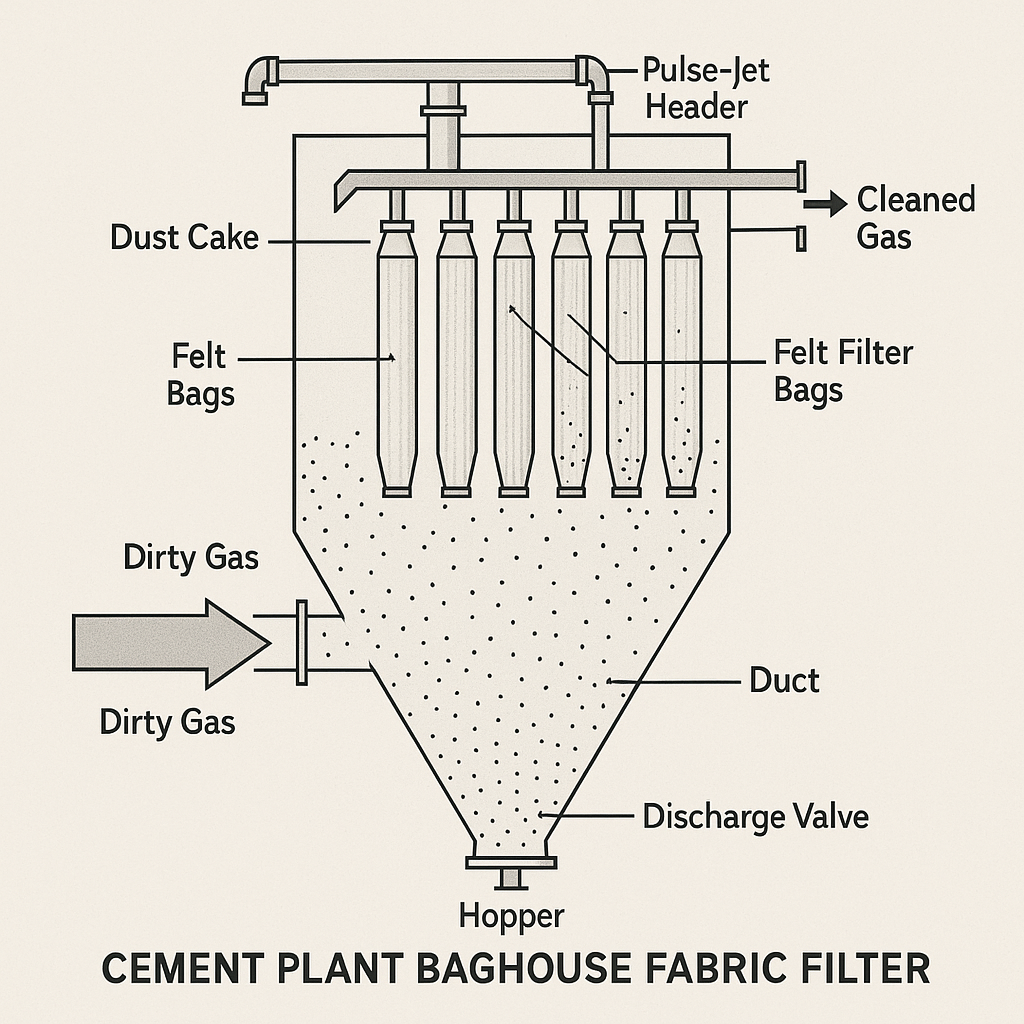
A cement baghouse is a vertical pressure vessel divided into compartments. Each holds dozens of vertical bags (felt sleeves) on metal cages. Dirty gas enters low, flows upward through the media, and exits via outlets; dust forms a cake on the outside of the bags that performs most of the filtration.
Design lives on the air‑to‑cloth ratio (superficial face velocity): pulse‑jet units in cement typically run ~0.6–2.5 m³/min/m² (cubic meters per minute per square meter of cloth) (cementequipment.org). Use 0.6–1.5 m³/min/m² for very fine dust, and up to ~2.5 m³/min/m² for coarser dust; beyond ~2.5 m³/min·m², fines begin to blow through the cake toward the outlet (cementequipment.org).
Operators aim for a differential pressure of a few hundred Pascals (often 300–1 200 Pa = 1–5″ w.g., inches of water gauge) with inlet dust loads up to several hundred g/m³ in material handling streams. Cyclone/segregator pre‑separators often strip coarse particles first, easing the load on the bags.
Pulse‑jet cleaning and control logic
As the cake thickens, pressure drop rises; without cleaning, fan load spikes and efficiency slumps. Pulse‑jet (or reverse‑air shaker) cleaning is the fix. In pulse‑jet systems, a brief high‑pressure shot of compressed air — typically 0.6–0.8 MPa in cement service — inflates the bag and sheds the cake into the hopper. Many collectors isolate compartments so one module can be cleaned while others filter (cementequipment.org).
Cleaning is triggered by timer or pressure drop (ΔP). Over‑cleaning accelerates wear; under‑cleaning leads to ΔP creep and breakthrough. “Excessive cleaning intensity or very frequent pulsing can physically damage the pulse‑jet bags” — especially near the tube sheet — causing tears or seam failures (cementequipment.org). FLSmidth notes filter bags may last ~3–5 years if properly pulsed (flsmidth-cement.com).
Effective pulse cleaning holds ΔP at 200–600 Pa while controllers sequence one or a few bags/rows at a time. Typical pulse durations are ~100–200 ms; pulse pressure is often 0.6–0.8 MPa. With very heavy dust (finish mills), sites apply multiple‑pulse cascades. Typical compressor usage for a cement baghouse is a few percent of plant power. To protect valves and media, some sites add air dryers and coalescing filters on the pneumatic supply (cementequipment.org).
Hardware choices matter: solids‑discharge valves or rotary airlocks isolate hoppers; hot gas paths are insulated; static pressure gauges and DP transmitters watch filter resistance; automated controllers pulse as ΔP nears setpoint. Pyramidal or steep (riffled) hoppers help gravity do its job.
Filter media selection by temperature and chemistry
Media chemistry and structure drive performance and life. Polyester (PET) is the workhorse: continuous ~130–150 °C, good mechanical strength and solvent/oxidation resistance, moderate acid resistance, poor alkali resistance. PET felts are often hydrophobic‑impregnated and calendered/glazed; they dominate coolers, raw/cement mills, and conveyors below 150 °C (typical fabric weight ~525–600 g/m²) (optmakine.com) (optmakine.com).
Polypropylene (PP) serves very low‑temperature, inert duties: with a melt point <160 °C it’s suited only to <90 °C. PP brings very high chemical resistance and hydrophobicity, showing up on cement silo vents or bagging lines.
Acrylic (PAN) runs ~150–170 °C continuous with very good acid resistance (better than PET) and hydrophobicity, so it’s used in slightly warmer or more corrosive streams, including finish mills and feeders.
Polyphenylene sulfide (PPS, Ryton) handles ~180–200 °C continuous and resists strong acids/alkalis without hydrolysis. Plants use PPS for hotter raw mills or as an upgrade when PET approaches its limit; it’s self‑extinguishing and tough, but loses strength above 200 °C.
Meta‑aramid (Nomex) runs ~200 °C continuous with peaks to ~220 °C (optmakine.com). It offers strong mechanics and abrasion resistance, moderate acid/alkali resistance, and excellent solvent/oxidation resistance — a fit for secondary cooler exhausts, clinker coolers, or kiln bypass lines up to ~200 °C.
Polyimide (P84) is the high‑heat specialist at ~260 °C continuous (optmakine.com). Often paired with a PTFE membrane for preheater or kiln exhausts and hazardous waste lines, P84 couples thermal stability with resistance to oxidizing/acidic flue gas and is also used where brittle/embedded heavy metals must be captured. For true kiln gas >260 °C, plants often place P84 downstream of a ceramic heat exchanger; some applications turn to glass‑fiber filters (260–280 °C) or PTFE‑weave glass (up to ~250 °C) for the final stage.
PTFE membrane filters are typically a thin (<3 µm) expanded PTFE layer laminated to a support felt (often PET, PPS, or fiberglass). With hydrophobic micropores (~1–5 µm), they sieve fine dust mechanically (cementequipment.org). Advantages: near‑total capture (PM can reach <0.01 mg/Nm³), very non‑stick cake release, and broad chemical resistance. Tradeoffs: higher cost, mechanical fragility under mis‑pulsing, and support‑limited temperature (~200–250 °C). PTFE‑coated PET or PPS is a common upgrade on coolers and mill baghouses, and PTFE resists high‑alkali or acidic dust in waste‑fuel lines.
Fiberglass/ceramic fabrics, being inorganic, run ~260–300 °C continuous and are largely inert to acids/alkalis. Plain glass is less efficient (pore size larger by 10–100×), so glass houses traditionally used shaker or reverse‑air cleaning. Modern membrane‑glass (glass felt + PTFE) can operate up to ~250 °C. Glass bags dominate kilns/calciner service where >260 °C or flue gas would melt organic felts; they’re 2–4× stiffer and need special cages.
In practice, plants match media to max gas temperature and chemistry (optmakine.com) (optmakine.com): polyester at 150 °C for coolers/mills, Nomex at 200 °C for mid‑temperature pyro flows, and P84 at 260 °C or fiberglass for very hot gas or extreme additives (fly ash, Cl₂/HCl, alkali) (optmakine.com) (optmakine.com). Antistatic and hydrophobic finishes are common; PTFE lamination is increasingly standard for moisture‑prone or sticky dust.
Fine‑particle behavior and emission outcomes
Pulsing dislodges most agglomerates, which drop by gravity into hoppers (cementequipment.org). Very fine particles (<1 µm) can remain entrained during the pulse because upward gas flow counteracts settling, slightly degrading submicron capture (cementequipment.org). Even so, baghouses typically outperform ESPs (electrostatic precipitators) on fine PM and deliver very low stack emissions — down to single‑digit mg/Nm³.
Evidence is consistent: “leading‑edge techniques (ESPs or bag filters) have led to insignificant stack emissions if the plant is properly managed” (pmc.ncbi.nlm.nih.gov). Fabric filters can run well below 10 mg/Nm³; for comparison, new high‑tech ESPs report <5 mg/Nm³ (flsmidth-cement.com), while baghouses routinely meet sub‑50 mg limits.
On a test basis, stack dust samples (Method 5) after filters are often <0.01–0.05 g/m³. Quantitatively, plants report >95–99% PM reduction; one retrofit cut stack dust from ~35 to ~6 mg/m³ (pmc.ncbi.nlm.nih.gov), ensuring compliance and minimizing filterable losses.
Maintenance focus and operating discipline
Reliability hinges on air‑sealing (to prevent leaks), staged cleaning (compartments off‑line), and routine care of valves and cages. Inspections look for bag damage (dust leaks indicating holes), evenness of cleaning (uniform ΔP across sections), and clear hoppers.
Because bag integrity and cleaning directly dictate emissions and energy draw, engineers closely monitor pressure drop, stack readings, and bag condition. Optimizing pulse‑jet pressure, duration, and sequencing is regarded as essential to maximize bag life and efficiency (cementequipment.org) (pmc.ncbi.nlm.nih.gov).
Sources for figures and specifications include cement industry technical manuals and case studies (cementequipment.org) (cementequipment.org), Indonesian regulatory limits (id.scribd.com) and field data (pmc.ncbi.nlm.nih.gov) (pmc.ncbi.nlm.nih.gov), plus filtration material data (optmakine.com) (optmakine.com). All figures (mg/m³ limits, efficiencies, pressures) are drawn from these cited sources.
