Ammonia and urea plants lean on centrifugally cast, high‑nickel‑chrome tubes to survive 600–800 °C furnaces and multi‑deca‑bar pressures. The catch: a 20 °C overshoot can halve life, so inspection and temperature monitoring are everything.
It’s the hottest, hardest‑working metal in the plant. Steam‑methane reformers in ammonia/urea units run at furnace temperatures of 600–800 °C and around 30–40 atm (with a regional case reporting ~30–40 kg/cm²) — conditions that punish catalyst tubes with constant thermal and mechanical stress (ejournal.undip.ac.id). What keeps them alive is chemistry and casting — plus relentless surveillance for any hint of overheating or damage.
Modern tubes are high‑nickel, high‑chromium austenitic alloys (austenitic: a face‑centered cubic microstructure stable at high temperature) produced by centrifugal casting, a manufacturing shift industry reviewers call “one of the most revolutionary changes” in reformer metallurgy (inspenet.com; journals.sagepub.com).
Alloy selection and creep strength
Classic HK‑40 (≈25 wt% Cr, 20 wt% Ni, 0.4 C) set the benchmark for decades. Centrifugally cast HK‑40 delivers ~7.1 MPa 100,000‑hr creep‑rupture stress at 1000 °C, compared with only ~4.9 MPa for older HT alloys at 982 °C (journals.sagepub.com). Newer HP‑40/IN519 grades raise Ni (~35 wt%) to retard embrittling σ‑phase (sigma phase: a brittle intermetallic that reduces ductility), roughly doubling creep strength relative to HK‑40; the added Ni also improves resistance to carburization (carburization: carbon absorption that embrittles and weakens alloys) (journals.sagepub.com).
Microalloyed Ni–Cr steels with engineered C and Si now dominate — marketed variants include HR160 and Incoloy® 800H — with typical Cr 25–35% and Ni 20–40%. High Cr forms protective oxide scales that resist metal dusting and carburization; minor Nb or Ti can tie up carbon and support carbide stability. These “microalloys” let units run hotter or at higher pressure with thinner walls for better capacity and efficiency (heat-exchanger-world.com; journals.sagepub.com). The 1970s shift to higher‑Ni HP‑Niobium grades improved carburization resistance by ~45% and overall life ~50% vs HK‑40 (journals.sagepub.com; journals.sagepub.com).
State‑of‑the‑art tubes can endure tube‑wall temperatures up to ~1200 °C (2192 °F), though furnace designs hold metal temperatures below each alloy’s creep limit (creep: time‑dependent deformation under stress at elevated temperature) (www.controlglobal.com; heat-exchanger-world.com). In Asia and Indonesia, primary reformers commonly run 600–800 °C at ~30–40 kg/cm², as reported in an Indonesian petrochemical case (ejournal.undip.ac.id).
Centrifugal casting fundamentals
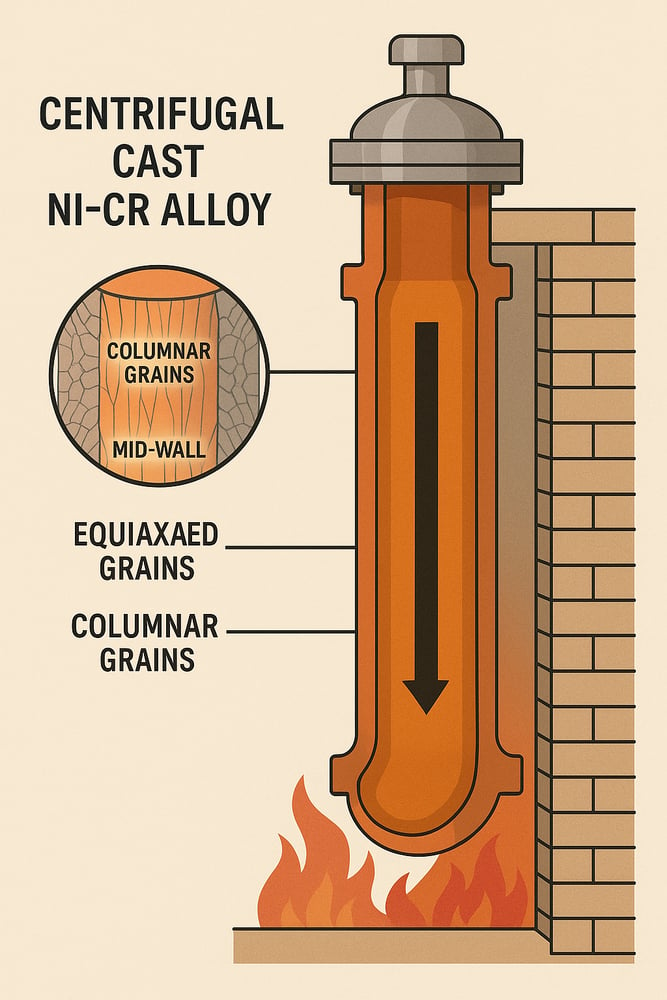
Molten alloy spun at ~1000 RPM (~100×g) in a refractory‑coated mould solidifies into a dense, uniform wall; inclusions are driven toward the bore and the microstructure features a columnar mid‑wall with fine equiaxed inner/outer layers, all beneficial for creep resistance (journals.sagepub.com). Because the alloy solidifies in place, no hot rolling/forging is needed, enabling higher carbon or complex chemistries without cracking (journals.sagepub.com).
As SABIC notes, “due to the severity of the operating conditions, reformer tube assemblies are fabricated from centrifugal cast materials,” which “provide a high potential to withstand the operating conditions, with superior stress‑to‑rupture strength at high temperatures.” Typical design practices assume a 100,000‑hr service life at design conditions — many licensors apply proprietary Larson–Miller creep curves (Larson–Miller: parametric models that relate temperature and stress to time) because some Ni‑rich alloys are not included in API 530 (heat-exchanger-world.com; heat-exchanger-world.com; www.digitalrefining.com).
Degradation modes in service
The dominant damage mechanism is creep: microscopic voids initiate at the inner surface under high temperature and pressure, driving gradual wall thinning, measurable OD growth, and eventually longitudinal cracks as circumferential voids coalesce — rupture is the endpoint (inspenet.com). Industry guidance is stark: operating just 20 °C above the allowable wall temperature can halve tube life (www.controlglobal.com; heat-exchanger-world.com).
Other threats span thermal shock (rapid temperature swings), high‑temperature oxidation (scale forms and can spall, removing metal), σ‑phase embrittlement (phase changes that degrade ductility), and hydrogen attack at high T and pressure (atomic hydrogen embrittles metal). Catalyst degeneration or operating upsets can cause localized overheating; SABIC documentation calls out bulging over a small circumferential region, which produces asymmetric creep and often precedes leaks (inspenet.com; inspenet.com; heat-exchanger-world.com).
An Indonesian case study underscores the risk at joints: leakage occurred at a dissimilar‑metal weld (carbon steel flange to stainless tube); metallography revealed a “dark band” (temper embrittlement) at the weld fusion interface due to operating temperatures, leading to weld disbonding — a reminder to use compatible alloys or engineered fillers (e.g., Inconel 82) where required (ejournal.undip.ac.id).
Temperature and NDT monitoring
Best practice blends continuous monitoring with scheduled non‑destructive testing (NDT: inspections without damaging the component). Consultants advocate online temperature surveillance, historical data analytics, and “tube harvesting” (periodic removal of sample tubes for lab analysis) to assess remaining life (www.digitalrefining.com).
On temperature, instrumented burners or tube thermocouples — often near tube outlets — track wall temperatures in real time. Infrared pyrometers and thermal imagers scan the furnace face for hot spots. Lipták notes that IR and thermocouple solutions are far more reliable for preventing overheating than flame detectors; with a mere 20 °C overshoot halving life, operators adjust fuel to keep within limits and avoid misfiring burners, blocked catalyst, or risky startup transients (www.controlglobal.com; www.controlglobal.com; www.controlglobal.com; heat-exchanger-world.com).
At turnarounds (typically every 3–5 years in this service), tubes undergo advanced NDT: laser profilometry (LT) or camera scanners (LOTIS) measure OD and detect creep‑induced swell; eddy current (ET) finds surface/near‑surface cracks; ultrasonic testing (UT) checks wall thickness. Radiography (X‑ray) reveals internal flaws; EMAT probes (electromagnetic acoustic transducers) assess permeability or laminar loss. A 2024 industry report summarizes that “tube inspection instrumentation technologies often apply NDT methods such as laser profilometry, eddy current, ultrasound, radiography, and EMAT,” often via automated crawlers; baseline scans at the mill provide reference geometry for later comparisons (www.digitalrefining.com; www.digitalrefining.com; inspenet.com).
Damage tracking and preventive maintenance
Inspection programs track creep symptoms: uniform diameter increases or circumferential bulges indicate general creep; local bulging often points to hot‑spot damage. Cracks or corrosion pitting trigger immediate action. Plants log NDT data against operating history (hours, temperatures, pressures); analytical models/software estimate remaining life and update safe run limits. Case studies show life extension beyond the nominal 100,000 hr is possible if continuous monitoring and tube‑harvesting data support it, and many plants run tubes 10–20% beyond design life through careful condition monitoring (inspenet.com; heat-exchanger-world.com; www.digitalrefining.com; www.digitalrefining.com).
Preventive action is economic logic. If inspection shows a section near limits (for example, wall reduced by 50% or large ID cracks), operators replace or sleeve before rupture. Tubes cost $20–30k each, but as one report observes, “the effect of unplanned downtime in reducing the on‑stream factor is far greater than the installed cost of a single reformer tube,” so owners schedule routine replacements (www.digitalrefining.com).
Performance gains and industry practice
With modern Ni–Cr tubes, furnaces run ~35–50 K hotter than older designs for higher throughput while still meeting life targets. A single tube runs ≈US$25,000, and furnaces have dozens to hundreds; preventing one unplanned outage can save orders of magnitude more. Continuous monitoring and analysis mean some operators now target life well beyond 100,000 hr, improving capital utilization (www.digitalrefining.com; www.digitalrefining.com).
Statistically, newer alloys roughly double 100,000 h rupture strength versus 1960s steels, enabling ~2× pressure or temperature for the same life, while inspection technologies (e.g., high‑speed UT crawlers) are 5–10× faster, cutting turnaround times (journals.sagepub.com; journals.sagepub.com). Advances in alloy chemistry (e.g., adding Nb or using oxide‑dispersion‑strengthened steels) and manufacturing precision continue to push creep‑rupture strength upward. Regulatory norms (ASME/API codes, adopted in Indonesia through industry practice) mandate integrity management; though specific Indonesian reformer standards aren’t published, state‑owned fertilizer companies (e.g., Pupuk Indonesia) generally follow global API 530/554 and include SMR tubes in PSM (Process Safety Management) and asset integrity programs (paper summary of practice).
Bottom line
Centrifugally cast high‑NiCr alloys — HK‑40, HP‑40/IN519, Incoloy 800H among them — are the materials of choice for SMR catalyst tubes because they resist creep and corrosion across 600–1,100 °C service. Dense casting microstructures and tailored chemistries slow creep and oxidation, but tubes still age via creep, carburization, and embrittlement. Continuous temperature monitoring with IR/thermocouples and advanced NDT (profilometry, EC, UT, radiography, EMAT) catches early overheating or thinning, enabling safe operation beyond the nominal 100,000 hr life. The economics are clear: investing in alloys and maintenance regimes pays for itself by avoiding even a single unscheduled shutdown (www.controlglobal.com; www.digitalrefining.com; www.digitalrefining.com; inspenet.com).
Sources
Authoritative reviews and industry publications on SMR tube metallurgy and inspection: journals.sagepub.com; inspenet.com; heat-exchanger-world.com; www.digitalrefining.com; inspenet.com; www.controlglobal.com; ejournal.undip.ac.id.
