Cement plants pipe 370–600°C kiln and preheater exhaust into raw mills to evaporate moisture—saving fuel but demanding precise temperature and flow control. The aim: dry fast to ≲1% outlet moisture without blowing past baghouse limits near 140°C.
In dry‑process cement, the cheapest dryer is the one you already have: the rotary kiln. Plants divert its hot exhaust from the preheater tower to the raw mill, stripping away water in clay- and shale‑rich feeds that can be 10–20% wet. The physics are simple—latent heat from waste gas does the drying—but the control challenge is not. One wrong damper move and a mill can under‑dry, plug, or send a baghouse past safe temperature.
Industry texts put preheater off‑gas commonly at ~370–600°C. Designers routinely split this stream to the grinding circuit “before or during” milling because “raw materials generally contain moisture and need to be dried,” with heat “typically supplied by waste gases from the rotary kiln or clinker cooler” (www.atexdb.eu).
In practice, that translates to serious thermal power. One review describes a plant diverting ~60–70% of preheater exit gas through a crusher‑dryer to the raw mill—enough to remove roughly 5–8% feed moisture (www.cementequipment.org). Boldyryev et al. modeled a case where 370°C exhaust heated 25°C raw to about 110°C, absorbing ~3.54 MW; in their balance, a 13.35 kW/K exhaust heat capacity raised 1.26×10^6 kg/h of raw by 85 K, yielding 3.537 MW (www.intechopen.com). The takeaway: drying duty runs to the tens of MW, making hot‑gas control central to both energy and quality.
Preheater exhaust as drying medium
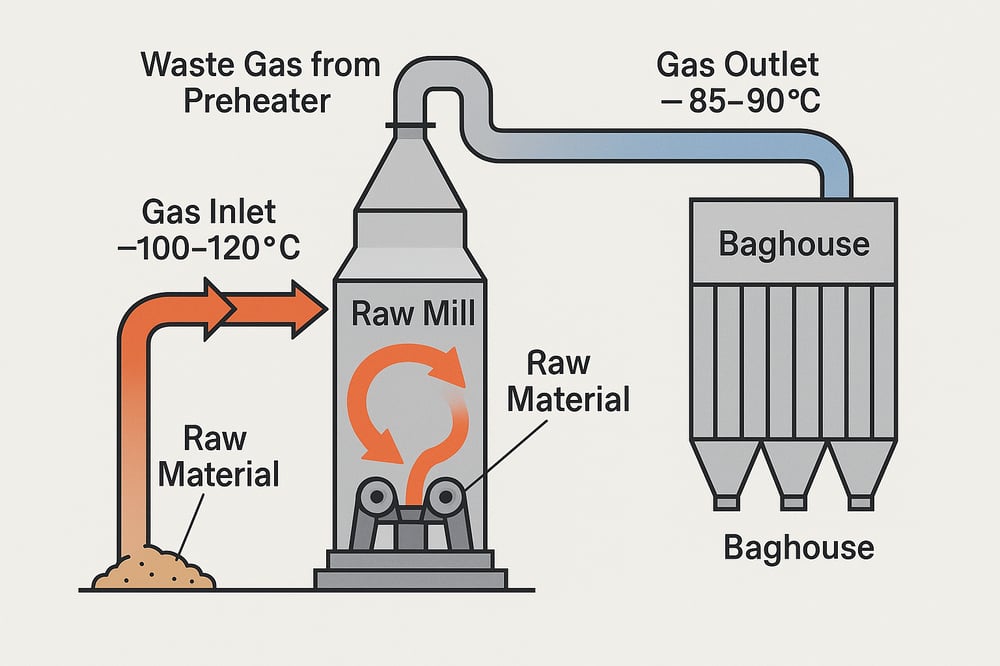
A raw mill (grinds limestone, clay, and additives into “raw meal”) rides a tight thermal envelope to turn wet feed into kiln‑ready powder. Operators meter in kiln/preheater gas as “sweep air,” ramping carefully because the mill is a massive, thermally sluggish machine. Guidance calls for limiting inlet gas to around ~320°C and beginning starts at ~95–120°C, waiting until “after mill” and “after bag filter” temperatures stabilize near ~85°C before loading fully (www.cementequipment.org; www.cementequipment.org).
Too cold and the “grinding plant would take away too much heat… product would not be dry,” risking high vibration and material spillage (www.cementequipment.org). Too hot and components face thermal stress; fast external heating can crack rollers and liners as the massive interiors lag (www.cementequipment.org).
Temperature bands and filter limits
Downstream equipment sets hard ceilings. Baghouse fabrics and cyclones are “rarely allowed above ~140°C,” so gas must be cooled and controlled before filtration (www.intechopen.com). One plant cooled 370°C preheater gas to ~175°C in a wet gas cooler, then to ~105°C with ambient‑air fans before the filter (www.intechopen.com).
With controls tuned, operators target roughly 100–120°C at the mill inlet, holding mill outlet and filter at ~80–90°C. Data from Indonesia showed that with ~111 MW of heat input, the mill warmed raw from 25→110°C (www.intechopen.com). If all gas bypasses the mill in this scenario, the fan cooling duty jumps by ~19.4 MW, underscoring how integral the mill is to the plant’s heat balance (www.intechopen.com).
Gas‑flow circuits and damper strategy
Plants engineer their gas paths to flex between modes. An Indian site upgraded from a 2‑fan to a 3‑fan circuit, enabling “compound mode” where most preheater exhaust flows through the running raw mill and its ESP (electrostatic precipitator) fan before the baghouse, and “direct mode” (raw mill off) where all gas bypasses straight to the baghouse (www.thermaxglobal.com). Older systems have routed ~60–70% of exit gas through a hot‑gas crusher‑dryer feeding the mill (www.cementequipment.org).
Flow balance matters as much as temperature. Starving the mill of gas leaves feed wetter and grinding harder; differential pressure rises as the mill over‑fills. Over‑supplying heat risks over‑drying, re‑heating fines, and stressing equipment; operators avoid >120°C at the inlet for this reason (www.intechopen.com). In the Boldyryev example, about 3.54 MW was required just to heat raw from 25 to 110°C—cut flow and the outlet cools and wets out; add too much and components drift hot (www.intechopen.com).
Start‑up ramps and steady PID control
Vertical roller mills (VRMs) integrate drying and grinding. Start‑ups are staged: slowly increase inlet gas until the mill outlet reaches ~85°C, then hold for ~1 hour before full feed, using damper and fan control to shape the ramp (www.cementequipment.org).
Once stable, PLC loops (PID—proportional–integral–derivative) lock on inlet/outlet setpoints or on a ΔT band. Some plants measure feed moisture online and trim exchanger air accordingly. VRMs also manage the other extreme: if the feed gets too dry, water spray is required to stabilize the grinding bed (www.cementindusneed.com). The control target is consistent: evaporate to roughly ≈0.5–1% raw mill outlet moisture while keeping components within design temperatures.
Operator KPIs and hourly checks
On the floor, the rhythm is disciplined. Teams log, typically hourly, the mill fan speed, damper position, inlet/outlet temperatures, and differential pressure—then adjust if deviations appear (www.cementequipment.org; www.cementequipment.org). Core KPIs include mill outlet moisture (target ≲1%) and inlet/outlet ΔT.
Energy and safety implications
Done right, hot‑gas drying saves fuel and boosts throughput. A survey of Chinese plants found raw milling used ~24% of total plant electricity, averaging 25.2 kWh/t of raw mix, and as VRM and heat‑recovery practices improved from 2014–2019, that fell from ~30.9 to 16.1 kWh/t (www.mdpi.com).
A case study at PT Semen Padang (Indonesia) quantified the scale: a VRM raw mill processing ~1.26×10^6 kg/h needed ~4.01×10^8 kJ/h (≈112 MW) of heat input. The mill+dryer came in at ~55% thermal efficiency, and the study deemed the drying “optimal” in meeting target moisture (www.researchgate.net).
Poor balance, by contrast, drains power and invites hazards. Under‑drying (too little hot gas) plugs mills and yields a “wetter” product. Over‑drying (too much hot gas) heightens fire/explosion risk and accelerates wear; dust in a hot, dry mill can ignite, and hot fine raw can “cake” on rollers when humidity swings. Standards effectively enforce temperature ceilings: baghouse fabric must not exceed ~140°C, so circuits cannot send hotter gas downstream (www.intechopen.com). Unchecked high inlet heat can crack liners or even spark metal debris, which is why safeguards include alarms on mill shell temperature and dust deposition.
Bottom line for raw‑meal stability
Stable raw meal—uniform, dry, ≲1% moisture—begins with real‑time control of kiln exhaust flow and temperature. Plants that hold ~85°C at the mill outlet and quench hot gases before filtration report avoiding thermal shocks to cyclones and filters (www.cementequipment.org; www.intechopen.com). When violations occur, corrective actions include diverting some gas away from the mill or temporarily injecting air. Over time, that discipline shows up as lower fuel use—by not overheating—and lower grinding power—by not “wet‑grinding.” The 16.1 kWh/t raw figure cited in the survey reflects this integrated drying efficiency, capturing both mill power and any hot‑gas generation deficits (www.mdpi.com).
The control brief, then, is precise but clear: meter enough kiln/preheater gas to evaporate the load, hold the mill and filters safely in the ~80–90°C band, and use PID‑driven dampers and fans to keep it there. The Indonesian case that stayed within design moisture limits—and the Boldyryev balance that sized heat at 3.54 MW for a modest temperature lift—both underline the same point: in raw milling, hot‑gas recirculation is a powerful ally only when it is tightly controlled (www.researchgate.net; www.intechopen.com).
