A three‑stage, engineer‑friendly playbook—coagulation–flocculation, advanced oxidation, and membranes—slashes dye color and COD to meet Indonesia’s strict limits while setting up reuse.
Textile dyeing and printing effluent isn’t just colorful—it’s complex. Reactive and vat dyes drive color into the hundreds of mg/L (Pt‑Co units), while raw chemical oxygen demand (COD, a measure of oxidizable organics) often lands between 300 and 1,000+ mg/L (link.springer.com) (link.springer.com). Add low biodegradability (low BOD/COD), total suspended solids (TSS) that can hit 401–2,333 mg/L in real‑world samples (vs. a ~150 mg/L limit) (link.springer.com), plus heavy metals (e.g., Cr, Cu) and salts, and you’ve got a treatment challenge.
Regulators are explicit. Indonesia’s Ministry of Environment Regulation P.16/2019 (amending Permen LHK 5/2014) caps textile discharge at COD ≤115 mg/L, TSS ≤30 mg/L, and true color ≤200 Pt‑Co for large plants (id.scribd.com). Hitting that color limit typically implies >90% decolorization from a dyed effluent; overall, systems must remove >80% of COD and drive TSS down to a few tens of mg/L.
Influent profiles and limits
Textile effluents are “highly colored” and loaded with organics and solids; COD commonly appears at 300–1,000+ mg/L (link.springer.com), with TSS ranging 401–2,333 mg/L in Bangladeshi mills (limit ~150 mg/L) (link.springer.com). These loads, plus metals and salts from dyes/softeners, set the stage for multi‑barrier treatment.
Targets in Indonesia are stringent—COD ≤115 mg/L, TSS ≤30 mg/L, true color ≤200 Pt‑Co (id.scribd.com)—and any credible design plans >80% COD removal and near‑total color knockdown.
Coagulation–flocculation design parameters
Stage 1’s job: pull out pigments/dyes (especially insoluble or aggregated species) and suspended solids, cutting turbidity and taking a first bite—often ~80%+—out of color and COD. Inorganics such as ferric chloride, alum (aluminum sulfate), polyferric sulfate, or polyaluminum chloride (PAC) are the workhorses, usually supported by a polymeric flocculant (www.researchgate.net) (link.springer.com).
In jar‑test campaigns on real dye effluent, PAC dosed at 0.1–0.6 g/L has delivered 85–95% color removal and roughly 75–82% COD reduction (link.springer.com) (link.springer.com). Islam and Mostafa (2020) reported the same: 85–95% color and ~75–82% COD drops in three effluents using optimized PAC (link.springer.com) (link.springer.com). Ferric chloride or alum can exceed 90% color removal but often only at high doses (e.g., 800 mg/L) (www.researchgate.net), while PAC and poly‑ferrics form denser flocs, need less dose, and produce less sludge (link.springer.com).
pH control is critical: slightly acidic conditions (pH ~5–7) promote metal hydrolysis and charge neutralization of dyes (link.springer.com). Typical ranges are 100–300 mg/L for PAC or 200–500 mg/L for FeCl3, tuned by jar tests tracking turbidity, color (Pt‑Co or UV‑vis), and COD. Rapid mix followed by slow‑mix/flocculation, then 30–60 minutes of settling, is common practice. Plants dosing PAC often specify the coagulant explicitly—such as a PAC grade—metered with an accurate dosing pump into the rapid‑mix stage.
Clarification and metals capture
Post‑floc, sedimentation in a clarifier removes the flocculated load. TSS removal typically spans 50–80%, with one reported case at 43–82% (link.springer.com). Heavy metals co‑precipitate: Fe and Pb declined by ~73–99% alongside floc formation (link.springer.com). Where footprint is tight, a compact lamella settler can substitute conventional settling.
Measured sludge yields vary in the literature: ~0.5–1 g suspended solids per liter treated after coagulation–flocculation, and, in operational notes, ~5–10 kg sludge per m³ treated (both cited in the same context). In one Bangladesh mill, PAC dropped COD from ~784 mg/L to <200 mg/L—about 75–82% removal (link.springer.com) (link.springer.com). Even with dramatic color knockdown (~90%+), the clarified effluent typically still carries tens to hundreds of mg/L of COD and a residual yellow tint—ready for polishing.
Advanced oxidation options and economics
Stage 2a targets the recalcitrant fraction: soluble dyes and low‑BOD organics. Advanced oxidation processes (AOPs) generate powerful radicals that break complex aromatics. Options include Fenton (Fe2+/H2O2), photo‑Fenton (UV + Fe/H2O2), ozonation, and UV/H2O2. Conventional Fenton at low pH (~3) achieved ~50–52% removal of both COD and color on real textile effluent using ~2–2.5 g/L H2O2 and comparable Fe2+ (pmc.ncbi.nlm.nih.gov) (pmc.ncbi.nlm.nih.gov), while electro‑Fenton lifted both to ~71–73% (pmc.ncbi.nlm.nih.gov) (pmc.ncbi.nlm.nih.gov).
Design heuristics: H2O2 on the order of 100–3,000 mg/L, Fe ~10–30 mg/L, pH 3–4, 30–60 minutes of reaction; overdosing peroxide can quench radicals. Reported OPEX: ~$8.6 per kg COD removed for chemical Fenton vs $17.6/kg for electro‑Fenton (pmc.ncbi.nlm.nih.gov). Plants that deploy UV‑assisted AOPs specify the photoreactor explicitly, for example a low‑OPEX ultraviolet unit integrated with peroxide dosing.
Ozone reactor performance notes
Ozone decolorizes tough dyes near neutral pH. In tests with Reactive Black 5, ~40 mg/min O3 achieved 96.9% color removal after 5 hours and 77.5% COD removal after 2 hours (www.researchgate.net). Industrial systems use contact columns or venturi injection; ozone generation is typically ~$5–10 per kg O3. Bromide in feedwater warrants bromate monitoring.
UV‑based polishing constraints
UV/H2O2 or UV/TiO2 can deliver ~50–80% COD removal on textile effluent, but they need clear water and high UV intensity. Studies show these trains often parallel or slightly underperform ozone/Fenton on color, so they’re selected when UV hardware is already on site or for final polishing.
Sequencing matters: run AOP after clarification to avoid particulates quenching radicals. The outcome is typically low color—often <10% of original—and partial mineralization to CO2 or short acids. A PAC coag stage followed by ozonation can exceed 95% color removal and cut an additional 50–70% of COD, comfortably meeting Indonesia’s COD cap when post‑coag COD is modest (e.g., ~200 mg/L) (www.researchgate.net).
Membrane filtration train and performance
Stage 2b physically polishes what chemistry misses. A typical sequence is ultrafiltration (UF) → nanofiltration (NF) or reverse osmosis (RO). UF strips residual TSS/colloids but passes most dissolved dyes/salts; NF (molecular weight cut‑off ~200–1,000 Da) rejects ~80%+ COD and 90–99% of dye molecules; RO rejects essentially all salts and organics.
In trials on reactive‑dye effluent, NF permeate carried 76–83% less COD and >90% less color than feed (www.scielo.org.za) (www.scielo.org.za). For NF90‑type spiral‑wounds, fluxes ~10–20 L/m²·h at 15–20 bar yield permeate with COD well below regulatory limits. Facilities commonly stage a UF module ahead of an NF skid to protect the tighter membrane and stabilize flux.
RO produces exceptionally pure water (COD/TDS <10 mg/L), but high osmotic pressures from textile salts push energy to ~40–60 bar and generate a brine equal to ~10–20% of feed volume. In practice, UF+NF is often sufficient—NF permeate recovery ~70–80% meets COD ≪115 mg/L and color <200 Pt‑Co when coag/AOP are effective (www.scielo.org.za). Retentate volumes of ~20–30% carry high COD/salt for separate handling. For a whole‑plant view and integration across pressure stages, many engineers package this train as part of a unified membrane system.
Pretreatment and membrane care
Front‑end coag/floc dramatically lowers fouling load, and a sand or carbon step after AOP can catch precipitated hydroxides—e.g., a sand filter followed by an activated‑carbon unit. Operating pressures: NF typically 10–25 bar; RO 30–60 bar. Clean‑in‑place (CIP) plans—acid/alkali washes to remove inorganic scale and organics—are essential; see also support chemistries under membrane cleaners. With proper maintenance, membrane life is commonly 5–10 years.
On ions, NF typically retains ~30–50% of monovalent salts while rejecting di/trivalent ions at >90%, and color bodies are largely retained by size/charge effects (>90% removal) (www.scielo.org.za).
Integrated train and example mass balance
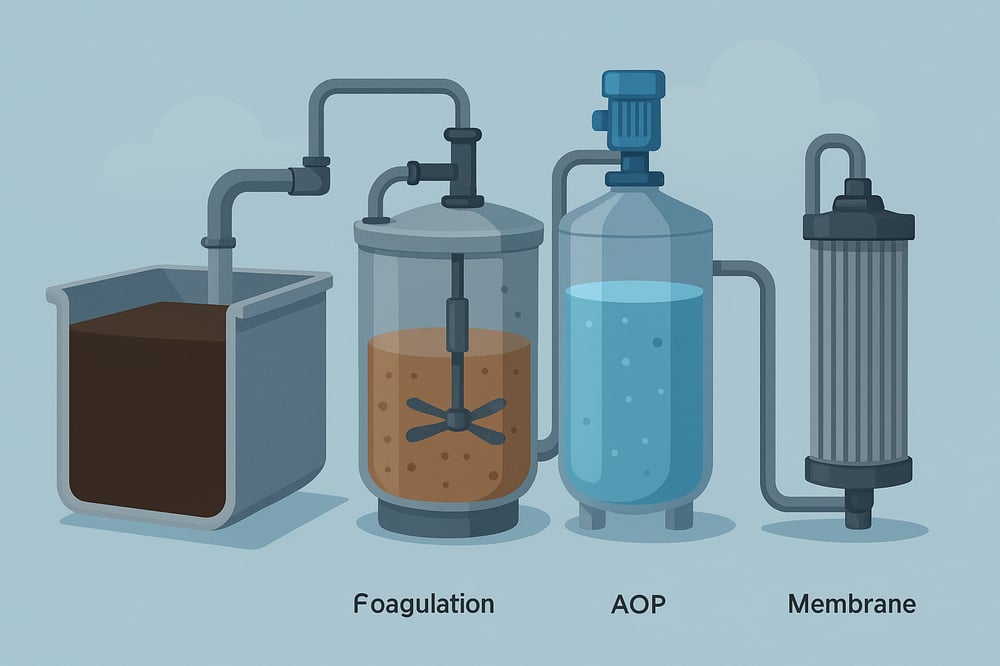
A data‑driven sequence is: equalization/pH adjustment → primary sedimentation → optimized coagulation+flocculation → secondary clarification → AOP reactor (ozone or Fenton) → membrane (UF/NF) polishing (link.springer.com) (www.scielo.org.za). As a worked example: if influent COD is 800 mg/L, coagulation can drop it to ~150 mg/L (≈80% removal) (link.springer.com). An AOP then removes ~70% of what remains to ~45 mg/L (www.researchgate.net) (pmc.ncbi.nlm.nih.gov). NF removes ~80% of that to ~9 mg/L—a value well below the Indonesian COD cap of 115 mg/L (www.scielo.org.za) (id.scribd.com).
Color follows the same arc: ~90% cut in coagulation–clarification, ~97% in AOP, and >90% in NF, enabling final color <10 Pt‑Co. Permeate pH is adjusted as needed ahead of discharge. For dosing flexibility—say, PAC vs aluminum chlorohydrate—engineers often specify a coagulant platform that can switch from a standard PAC to a customized PAC/ACH blend without re‑plumbing.
Performance targets and compliance
Color removal: primary coagulation routinely achieves ~85–95% (link.springer.com), AOPs reach 96–99% on reactive dyes (www.researchgate.net), and NF captures the remainder (>90% dye rejection) (www.scielo.org.za). Final color conforms to the <200 Pt‑Co limit in Indonesia (id.scribd.com).
COD/BOD: coagulation removes ~75–82% COD (link.springer.com), Fenton/ozone another ~50–75% (pmc.ncbi.nlm.nih.gov) (www.researchgate.net), with combined removal >90%. Reported campaigns brought raw COD from 784 mg/L down to <50 mg/L (link.springer.com) (pmc.ncbi.nlm.nih.gov), meeting the COD ≤115 mg/L requirement (id.scribd.com).
TSS and aesthetics: coagulation/clarification drives TSS to <20–30 mg/L (limits are commonly 30–40 mg/L), and UF eliminates residual turbidity. Effluent pH is held near neutral (6–9) per standards (id.scribd.com), with low turbidity (<5 NTU), COD often <50 mg/L, and color <50 Pt‑Co—suitable as greywater or for safe discharge.
Operating trade‑offs and reuse angle
Coagulation leans on inexpensive salts but generates sludge that must be dewatered (noted as ~5–10 kg/m³ in operational contexts, with literature also citing ~0.5–1 g/L). AOPs are reagent‑intensive (hydrogen peroxide, iron salts, electricity), while membranes require higher capital and pressure energy yet produce reusable water. In water‑scarce regions, recovering 70–80% of wash water through NF can offset freshwater withdrawals and discharge fees—an economic driver noted alongside compliance.
References: (Indicative examples; full citations as per source metadata.) (/// سقوط.)
