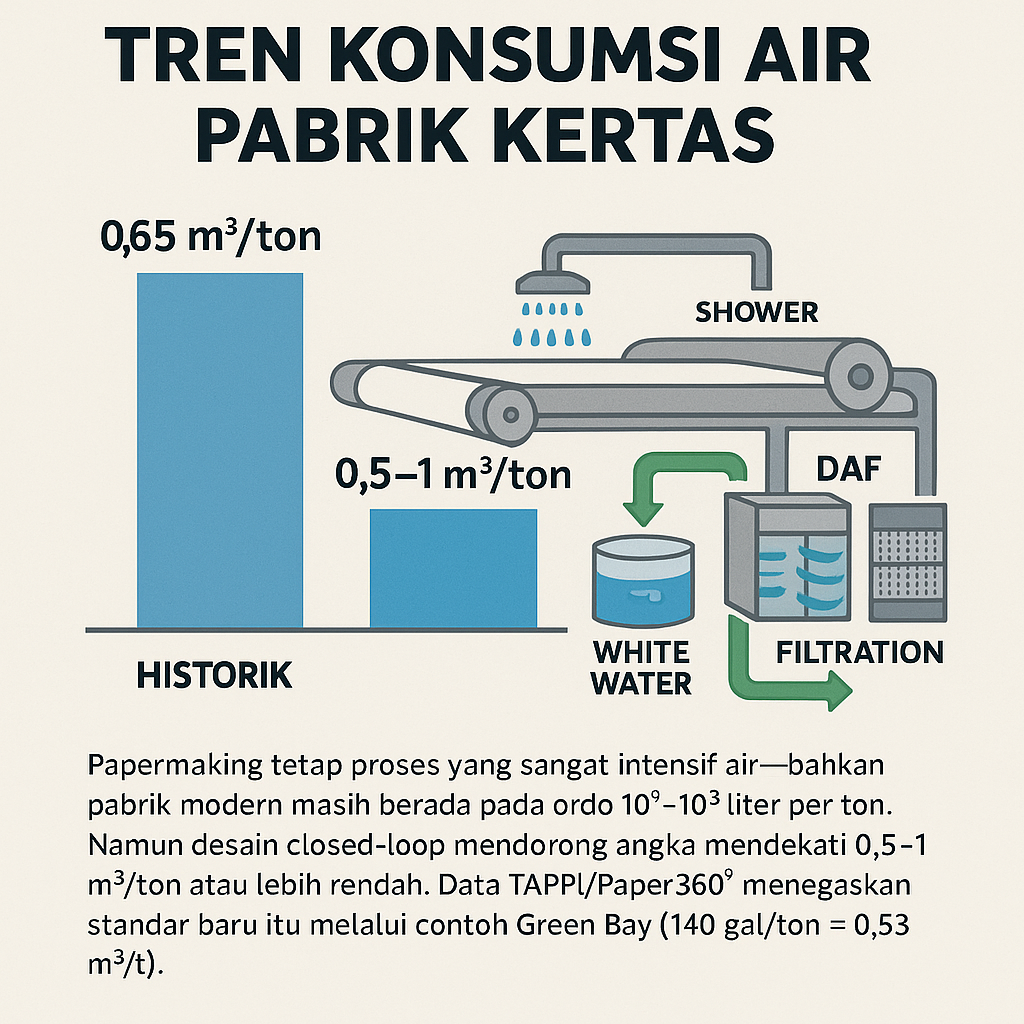
The industry’s dirtiest open secret—huge water footprints—is shrinking fast as mills capture, clean, and recirculate “white water” through near‑closed loops using DAF and filtration, pushing fresh intake toward 0.5–1 m³ per ton.
Papermaking has long been a water hog. A 2012 Fisher International benchmark found mills spanning a staggering range—from less than 0.95 m³ per ton (≈250 gallons/short ton) to 265 m³ per ton (≈70,000 gallons/short ton) depending on configuration (pulpapernews.com). Yet best‑performing new mills now sip only a few hundred liters per ton. Green Bay Packaging’s state‑of‑the‑art machine, for instance, uses 140 gal/ton (≈530 L/ton)—a small fraction of the ~1000 gal/ton that was once considered “good” (paper360.tappi.org).
Industry averages are falling. APP Sinar Mas reports a 17% reduction in specific water consumption in 2022 (app.co.id), and other leading mills—especially tissue producers—routinely recycle water intensively. Globally, more than 90% of intake water can be treated and returned to use (sappi.com). The direction of travel is clear: modern closed‑loop designs push net freshwater down toward 0.5–1 m³/ton or less.
Economics and regulation are turning the screws. Rising water costs and tighter discharge limits are accelerating reuse of white water and other streams (edie.net). In Asia, many pulp and paper producers now aim for “grey” or “green” compliance (for example, Indonesia’s PROPER program) by implementing advanced wastewater recycling. Closing loops also concentrates fibers and fillers for reuse, reduces effluent volumes, and lowers biological/chemical oxygen demand loads.
Papermaking water intensity benchmarks
How far can optimization go? One analysis found that if only suspended solids (TSS, total suspended solids) are the limiting contaminant, water pinch analysis could cut freshwater needs by about 37%; if full treatment/regeneration is applied, theoretical freshwater use could drop by more than 90% (sciencedirect.com) (sciencedirect.com). In practice, careful design lets many mills return most water flows internally.
Closed‑loop white water circuits
White water—the diluted stock and shower water drained from the paper web in forming/pressing—is the main reuse target. In a closed‑loop machine, virtually all white water is treated and pumped back for stock dilution and machine showers (paper360.tappi.org).
Primary headbox loop: the high‑volume flow from headboxes is about 80% recycled directly as white water (paper360.tappi.org). In practice, ~80% of headbox outflow is immediately returned as dilution and only ~1% is lost to evaporation in the dryers (paper360.tappi.org). The headbox loop is nearly closed: tail water is captured, clarified, and sent back.
Secondary long loop: press showers, couch pits, and broke repulper dilution water are filtered and reused either for the headbox or for less‑critical service; these longer circuits often feed pulping or the machine chest (paper360.tappi.org). Green Bay’s mill even treats nearly all effluent through the municipal plant and uses that reclaimed water for process makeup—effectively extending the loop to a public‑treatment system (paper360.tappi.org).
A fully zero‑discharge machine is only feasible if all contaminants and dissolved solids are controlled. In reality, mills allow a small controlled bleed for salts and organics, which is then treated by an effluent plant. Sappi notes a fully closed loop is possible in theory but “usually not the option with the lowest impact”; the practical strategy is to recover as much water (and fiber) as possible in mill circuits and treat the small bleed, with well‑designed systems returning ≥90% of intake to reuse (sappi.com) (sappi.com).
DAF and fine solids removal
Closed loops live or die on water quality, and the treatment train starts with primary separation. Raw white water first passes through coarse screening or hydrocyclones to remove large fibers, shives, and grit; screen openings are often 0.1–0.3 mm, and captured solids are returned to the headbox or pulper. Continuous screening is common in this duty, and mills deploy equipment akin to an automatic screen as part of physical separation.
Then comes DAF (dissolved air flotation), the heart of modern closed loops: fine air bubbles attach to remaining fibers and fillers, floating them for skimming—usually aided by a coagulant. High‑rate Krofta‑type flotation clarifiers are standard in closed‑loop designs. Laboratory and mill studies report 98–99% removal of TSS and turbidity from paper machine white water (scielo.br). Many mills specify a dedicated DAF unit for this stage; coagulant addition is managed with an accurate dosing pump and suitable coagulants.
After flotation, residual fines are stripped by pressure or vacuum drum filters. Multi‑plate disc filters with fine cloth capture particles down to a few tens of microns; these filters operate under vacuum on the discharge side, forming a cake typically returned to the headbox or pulper. The filtrate is very clean “clear water,” suitable for re‑use in showers or stock dilution, and Green Bay’s plant pairs state‑of‑the‑art DAF with disc/screen filters to polish shower water (paper360.tappi.org).
Tertiary polishing and loop control
Some mills add tertiary polishing—fine microstrainers or ultrafiltration—mainly when loops must meet tighter chemistry (for example, very low organics) or when pushing toward near‑zero discharge. In such cases, compact membrane steps like ultrafiltration may be integrated as part of broader membrane systems. For most white water loops, however, the combination of screens, DAF, and drum filters suffices to yield reuse‑quality water (paper360.tappi.org).
TAPPI notes that typical “long loop” whitewater purification relies on DAF plus screens and filters (paper360.tappi.org). After these steps, recycled white water often contains less than 0.05% fiber and can be cycled back essentially indefinitely, with removed fibers/fillers recovered to improve yield.
Performance metrics and compliance outcomes
Real‑world metrics underscore the shift. State‑of‑the‑art operations report fresh‑water intensities on the order of 0.5–1 m³/ton paper, with Green Bay at 140 gal/ton (0.53 m³/t) (paper360.tappi.org). South African and European mills often achieve similarly low “water footprints.” Sappi reports that, after use and treatment, more than 90% of water intake goes back to the process (sappi.com).
One pulp mill case achieved a total water intensity of 18.3 m³/ton with heavy internal reuse, compared to about 80–90 m³/ton in older designs (researchgate.net). APP Sinar Mas’ loop‑closing and treatment upgrades yielded a 17% plant‑wide reduction (baseline year 2021) (app.co.id). One tissue mill retrofit cut fresh water by about 30% and slashed effluent BOD by ~90% (tirtavikasa.com).
Compliance pressures amplify the benefits. Closed‑loop mills produce smaller effluent volumes and meet discharge standards more readily. In Indonesia, the PROPER program rewards mills that minimize pollution; adopting closed loops and DAF clarifiers is a proven route to “green” ratings (kemenlh.go.id). Globally, low‑water mills are increasingly considered best practice: TAPPI’s “Net Zero Water” guidelines target 100% reuse loops, and its latest water‑efficiency TIP suggests 1000 gal/ton as a current benchmark—one new mills surpass by large margins (paper360.tappi.org).
The bottom line: well‑designed loops recover roughly 90–99% of water internally (sappi.com) (sappi.com). Complete closure can raise contaminant levels, necessitating a small bleed for salts/organics (sappi.com). But the technical recipe—vacuum drum filters, fine screens, and DAF clarifiers—delivers high‑purity recycled water while recovering fibers (paper360.tappi.org; scielo.br). Quantitatively, state‑of‑the‑art mills reach water use of only a few hundred liters per ton—evidence that closed‑loop white water recycling is both technically feasible and economically compelling (paper360.tappi.org; sciencedirect.com).
