Coal tailings ponds are mostly water. New dewatering trains — thickeners, belt filters, and centrifuges — are clawing back ~85–90% of it and pushing solids high enough to stack, shrinking dams and risk.
Coal preparation plants have long parked their finest waste in vast ponds that are typically 65–75% water (25–35% solids) (www.scielo.org.za). The new mandate is clear: recover >85% of that water and turn tailings into a stackable, high‑solids cake to avoid building large slurry impoundments.
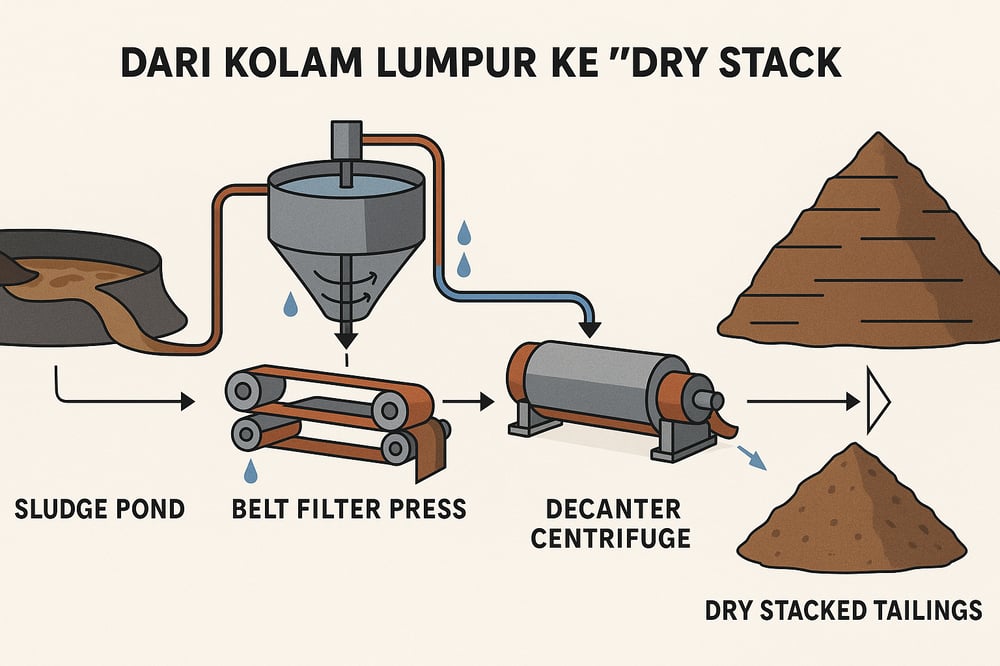
Three workhorses dominate the race to “dry tails”: (1) high‑rate and high‑density thickeners, (2) belt (vacuum) filter presses, and (3) decanter centrifuges. Each offers a different balance of cake solids, water recovery, footprint, energy and cost — and each relies on high‑performance flocculants and coagulants to hit targets.
High‑rate thickening fundamentals
High‑rate thickeners are large sedimentation tanks (with flocculant feedwells and rake drives) designed to separate water from fine solids; high‑density variants add bed “pickets” for extra compaction. With minimal polymer (~<50 g/t), high‑rate units routinely recover ~85–90% of feed water (McLanahan), freeing up water for reuse (McLanahan also notes paste thickeners reclaim up to ~90%: link). Underflow is pumpable, with yield stress ~10–30 Pa (McLanahan blog) and solids typically 30–40% (i.e., 60–70% moisture). High‑density designs can lift that further to ~45–55% solids by squeezing the settled bed, but they require more robust drives.
Thickening alone can reduce tailings volume by roughly 5–10× thanks to ~85% water recovery. Design matters: a well‑engineered feedwell and minimal disturbance of the floc bed unlock performance (McLanahan; McLanahan blog). A typical high‑rate underflow lands around ~35–40% solids — still a slurry, not stackable — so plants often make it the first stage before filtration or centrifugation. In some cases, a high‑rate thickener can cut slurry volume to ~10–15% of the original, enabling ~90% of tailings water to be recycled (McLanahan).
In practice, high‑rate thickeners sit alongside sedimentation equipment such as a compact clarifier when plants need to remove suspended solids at scale while keeping detention times reasonable.
Belt filter press dewatering
Belt (vacuum) filter presses run flocculated slurry over a moving belt to drain by gravity and vacuum, then compress it through a wedge zone and over rollers (911Metallurgist; 911Metallurgist). They run continuously and produce a filter cake that can be stacked. Cake solids generally hit ~65–85% by weight (i.e., ~35–15% moisture) (911Metallurgist).
Polymer dosing is critical. Industrial cases report ~0.1–0.5 kg polymer per tonne of tailings to meet targets (911Metallurgist); for example, one plant ran 11–12 t/h and produced 75–80% solids cake using ~0.12–0.20 kg/t (911Metallurgist). The chemistry matters too: anionic polyacrylamide (APAM) often outperforms cationic PAM (CPAM) on coal slurries, improving clarity and cake permeability (ResearchGate).
Advantages are straightforward: stackable solids without extreme pressures, modular expansion (add belt lines), and capital bills that can be lower than building a new impoundment (911Metallurgist). Plants also sidestep some slurry‑handling headaches. But there are trade‑offs: dried cake must be conveyed or trucked and can be hard to handle; one Aurora mill case found handling costs higher than expected (911Metallurgist). Belts and cloths also foul and need maintenance, and throughput per belt is moderate, pushing large operations to run multiple lines in parallel.
Performance data line up with industry experience: dry cakes of ~65–85% solids (911Metallurgist); polymer usage around 0.12–0.5 kg/t (911Metallurgist); and overall water recovery on par with thickening (~80–90%) given the cake dryness. Stackability improves with pressure filtration — evidence points to up to ~85% solids (MDPI) — while vacuum belts often land a bit wetter (~75% solids). In tests, one vacuum belt system produced an 85% solids cake (MDPI).
Decanter centrifuge performance
Decanter centrifuges (continuous high‑G separators with no filter cloths) are compact and easy to site (Flottweg). Manufacturers cite >90% process water recovery (Flottweg) and the ability to capture very fine particles (down to ~10 μm) even without chemicals (Flottweg). Bench and pilot work on coal/tailings report cake moistures as low as ~23–29% (i.e., ~71–77% solids) at high acceleration with flocculants; one data point showed 29% moisture at ~1000 g (ACARP).
The equipment is small for the duty: for ~100 m³/h and ~25 t/h solids, a decanter comes in around ~16 tons of equipment versus ~65 tons for a belt press or ~120 tons for a plate press — about a 75% smaller footprint (Flottweg). Centrifuges run 24/7 at steady capacity, and without cloths they avoid fouling‑related swings (Flottweg). Effluent quality in trials has been strong: centrate TDS (total dissolved solids) around ~0.46% without chemicals, improved to ~0.34–0.40% with polymer/surfactant addition (ACARP).
Limits remain: capital and power cost are higher than static thickeners; cakes are only moderately dry and may need a polishing step for true stackability; energy and wear can be significant with abrasive fines. Very fine clays can “short‑circuit” and affect clear water output if not managed — the Saltbush challenge noted in industry experience. Still, pilots have logged ~23% cake moisture (coal) at ~1500 g and ~29% on tailings with ~90% water recovery and ~0.45% TDS effluent (ACARP).
Flocculation and coagulation chemistry
Polymeric flocculants (typically polyacrylamides, PAM) are the keystone of fast settling and filtration. For coal tailings, anionic PAM (APAM) is generally favored: it builds large, porous flocs that boost filtration rates and yield clearer effluent (ResearchGate; MDPI). By contrast, cationic PAM (CPAM) can aid charge neutralization but often forms denser, less permeable cakes (MDPI).
Optimal doses vary with grind, water chemistry and equipment. One study reported an APAM optimum around ~350 g/t at 35% solids for filtration (ResearchGate), while belt press cases ran ~0.12–0.20 kg/t (911Metallurgist) and pilots commonly span ~0.05–0.4 kg/t to reach target moisture/clarity. Overdosing can oversize flocs and trap water; underdosing leaves fines dispersed. Typical lab tests show APAM delivering much faster settling (e.g., ~300 mm/min) than CPAM at equal dose (ResearchGate).
Coagulants — inorganic salts that neutralize surface charges — often improve stability and reduce polymer demand. Ferric chloride, polyaluminum chloride (PAC), alum and CaCl₂ are commonly applied before polymer to aggregate ultrafines (MDPI; MDPI). For example, CaCl₂ introduces cations that bridge negatively charged clay platelets, then APAM links them into larger, more filterable flocs (MDPI). Studies generally find that a low dose of a metal salt followed by polymer gives steadier performance than polymer alone (MDPI). Surfactant additives (cationic or nonionic) can tweak particle hydrophobicity; in centrifuge tests, a cationic surfactant improved cake dryness but in some runs raised cake moisture due to foam entrainment (ACARP).
The payoff is material. In a coal tailings filter press study, large APAM flocs significantly increased cake permeability (ResearchGate; MDPI). Centrifuge trials echo the trend: adding APAM (~0.2 kg/t) captured more ultrafines and dropped centrate TDS (~0.34% vs ~0.46%), at the cost of about three percentage points higher cake moisture (ACARP).
These programs depend on accurate chemical dosing — many plants turn to dosing pumps to keep flocculant/coagulant feed stable — and on consistent, fit‑for‑purpose reagents. Suppliers provide high‑performance flocculants and coagulants, including polyaluminum chloride via PAC and aluminum chlorohydrate via ACH, alongside water‑treatment support gear (ancillaries).
What the data say
Water recovery: high‑rate thickeners reclaim ~85–90% of tailings water (McLanahan), centrifuges ~90% (Flottweg), with belt presses comparable given cake dryness. Recovering this water slashes pond volumes.
Cake solids: thickeners deliver ~30–40% solids (not stackable); belt filters ~65–85% (911Metallurgist); high‑pressure filter presses reach ~85–90% (MDPI); decanter centrifuges ~70–77% (i.e., ~23–30% moisture) (ACARP). Bottom line: only belt/pressure filtration consistently produces “stackable” cakes.
Space and footprint: centrifuges are extremely compact — ~16 tons of kit for ~100 m³/h, compared with ~65 tons for a belt press and ~120 tons for a plate press (~75% smaller) (Flottweg). Thickeners require large tank diameters.
Throughput: modern filter presses have scaled up — individual units of ~200→450 metric tons, covering ~800 m², with lines capable of >100 ktpd — and single filters treating ~10–12 kt tailings per day (MDPI). Centrifuges are sized by m³/h (e.g., ~50–500 m³/h machines), and thickener capacity is governed by settling flux and area.
Capital and operating: belt presses can beat the capex of a tailings pond and avoid permitting delays (911Metallurgist911Metallurgist). Centrifuges cost more but save space and maintenance. Flocculant cost pencils out at roughly ~$1–3 per tonne of tailings at ~0.1–0.3 kg/t doses (derived from the dose ranges above).
Business and compliance signals
Where land or water is scarce, filtration pays: moving from ponds (~30% solids) to belt filters (~75% solids) increases recovered tailings volume by ~2.5×, unlocking land and water. Centrifuges shine where footprint is limited or tailings are ultra‑fine and resist filtration. Across the board, high‑performance flocculants — often blended — are mandatory; case studies show APAM at ~0.1–0.4 kg/t can cut filtration time by ~50–80% and lower cake moisture by a few percentage points (ResearchGate; MDPI). If ~90% of water is reused, a tailings facility may need only ~10–15% of the volume of a conventional pond, sharply reducing environmental risk.
Global norms are tightening: Indonesia’s Responsible Mining Index methodology expressly prohibits riverine or marine tailings disposal (responsibleminingindonesia.id), nudging operators toward dry‑stack readiness and advanced dewatering.
Trendlines in plant design
The last decade has seen filter presses scale up dramatically (units from ~200 to ~450 metric tons, ~800 m² area) to handle >100 ktpd, with thickener–centrifuge–filter combinations deployed to optimize recovery (MDPI). Flocculants are evolving too: dual‑polymer and surface‑reactive chemistries are delivering stronger flocs at lower doses. The data converge on a practical rule: high‑rate thickeners (~85–90% water recovery), belt filters (~75% solids cakes), and centrifuges (~70% solids plus compact footprint) each have a defined role; selection hinges on capacity, required dryness and site constraints, always anchored by optimized coagulation–flocculation programs (ResearchGate; MDPI).
Evidence behind these numbers comes from industry case studies and pilot/bench trials: belt filters yielding ~65–85% solids at ~0.12–0.20 kg/t polymer, and delivering capex advantages with handling caveats (911Metallurgist; 911Metallurgist; 911Metallurgist); decanter centrifuges achieving ~23–29% cake moisture with ~90% water recovery and strong centrate quality (~0.45% TDS baseline, ~0.34–0.40% with additives) (ACARP; Flottweg). Together, they provide a defensible basis for selecting and sizing the optimal dewatering train for coal tailings.
