Coal washing can use 5–10 tonnes of water for every tonne of coal processed, but modern prep plants are closing the loop with thickeners, clarifiers, and smarter chemistry to recycle 85–95% of it. Specialty flocculants are the linchpin, helping fine coal and clays settle fast enough to hit high recovery targets.
Coal preparation is water-hungry. Typical “wet” cleaning of high-ash coal may consume 5–10 tonnes of water per tonne of coal processed (ResearchGate) (ResearchGate). Processing wastes (tailings slurries) can be 20–35% solids, meaning 75–120 kg of slurry per tonne of coal (MDPI) (MDPI).
The scale is stark in Australia: coal mining consumed 58% of all water in the NSW mining industry in 2008–09, and by 2019 coal operations in NSW/QLD were using water equal to the annual needs of 5.2 million people (MDPI) (ResearchGate). With tight effluent standards—e.g., TSS (Total Suspended Solids) ≤70 mg/L for coal preparation plant discharges (MDPI)—wash plants are pivoting to closed-circuit water systems.
In practice, modern coal plants typically maintain circulating water circuits at only ~3% solids (OneMine), and a thickener/clarifier removes the fines so the overflow (clear water) can be reused rather than discharged (OneMine) (OSTI). A plant-level clarifier (sedimentation unit producing a clear overflow) is the workhorse in that loop.
Closed-loop circuit flowsheet
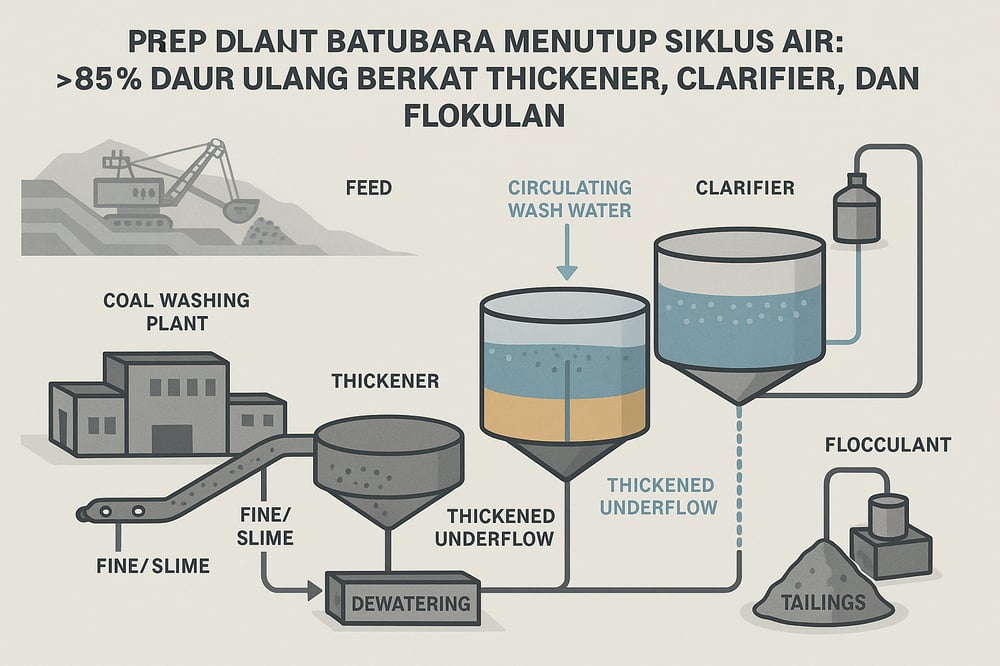
A typical closed-loop flowsheet—think jig–flotation—thins slurry and returns clarified water to the plant (OSTI) (OSTI). In one design, coarse rejects are discarded, and fines/slime water are pumped to a thickener (a gravity settling tank that concentrates solids); the clear overflow supplies the plant’s circulating wash water, while the dense underflow (≥20–35% solids) is sent to further processing or final dewatering (OSTI) (OSTI).
The same flowsheet notes: “the clearified overflow is the circulating wash water and its thickened underflow [goes] to the flotation circuit,” while flotation concentrate and tailings go to settling or filtration; their filtrates return to the circuit (OSTI). In essence, nearly all process water is reused. In practice, high‑rate/paste thickeners and clarifiers are sized to handle the plant’s total fine washwater, minimizing make‑up requirements, and closed circuits prevent stream pollution by eliminating tailings discharge from the plant (OSTI).
Thickener technologies and recovery
Modern thickeners—high‑rate and deep‑cone—push recovery up. Conventional cyclones might only yield ~45–50% solids underflow, whereas paste thickeners routinely produce 65–70% solids in the underflow (WesTech). Deep‑cone thickeners (steeper cones, longer bed depths) similarly achieve ≥70% solids (FLSmidth).
Small density gains can mean big water wins: upgrading a thickener so that underflow solids rose from 61% to 65% reduced water lost to tailings by 12% (FLSmidth). Boosting a tailings thickener from 54% to 57% solids cut the volume of water into the tailings dam by 11% (FLSmidth). Overall, firms typically see 85–90+% of process water recycled in a well‑designed circuit (AZoMining) (WesTech).
High‑rate thickeners (with proper feed dilution and rake design) can capture roughly 85% of water for reuse (AZoMining), and paste systems approach even higher recovery (with e.g. only ~5–10% water content in deposited tailings). Key design elements include deep tanks (H/D ≈1–4, the height‑to‑diameter ratio), low‑velocity feedwells, and rake/bridge systems to convey sludge (Sinonine) (Sinonine).
Modern high‑capacity units allow flocculants to be premixed in the feedwell to accelerate settling (Sinonine), which in turn benefits precise chemical delivery via a dosing pump. Specialized designs like the tray clarifier/thickener stack multiple settling zones—the overflow from each stage feeds the next—further polishing the water (Sinonine). Another innovation (“E‑Cat”) uses vertical clarifier tubes (no rakes) followed by filtration to produce very clear overflow (Sinonine), a configuration that echoes tube‑settler‑style internals (tube settler).
Flocculants and overflow clarity
Polymeric flocculants (polymers that bind fines into larger, faster‑settling aggregates) are critical to thickener performance, often used alongside inorganic coagulants (salts that neutralize particle charges). Modern practice uses high‑molecular‑weight polyacrylamides—cationic, anionic, or nonionic—plus coagulants like ferric chloride or alum; efficiency is judged by settling rate, overflow clarity (turbidity), and sediment compressibility (MDPI). In coal circuits, CPAM (cationic PAM) adsorbs onto negatively charged clay/coal particles, capturing ultrafines and yielding very clear effluent even at low doses, though cationic flocs can be small/compact and less permeable (MDPI).
A two‑step dosing—cationic flocculant followed by a long‑chain nonionic polymer—can dramatically grow floc size via bridging, improving clarification (MDPI). Conversely, high‑MW anionic flocculants often give rapid settling with large, fluffy flocs at low dosage (MDPI). In practice, mixed strategies are used: a small dose of strong cationic polymer first to grab the fines, then an anionic polymer to build large flocs (MDPI) (MDPI).
Optimized regimes can push overflow turbidities to only a few NTU (Nephelometric Turbidity Units), allowing >95% water recovery. One thickener feed‑system upgrade (Reactorwell) plus controlled floc injection cut overflow TSS from ~400 NTU to <100 NTU (FLSmidth) (Metso). After the upgrade, underflow solids exceeded 40% (beating the 35% target for downstream filters) (Metso), and better flocculation reduced polymer consumption; plant DCS data showed significantly lower flocculant dosing post‑upgrade while overflow clarity and wash‑circuit slurry quality improved (Metso) (Metso).
This is where the hardware meets chemistry: polymer selection and charge density from flocculants and coagulants matter, but so does accurate feed—hence the emphasis on controlled injection using a dosing pump.
Recycle rates and regulatory alignment
The combination of advanced thickeners and flocculants delivers high recycle rates. A mining case study reported that upgrading a tailings thickener increased water recovery by 15% and cut tailings volume by 15% (FLSmidth). In coal plant trials, retrofits boosting underflow from ~54% to 57% solids cut fresh‑water make‑up by ~11% (FLSmidth).
Worldwide, using high‑rate or paste thickeners typically recycles 85–95% of wash water (AZoMining) (WesTech). One coal washery thickener retrofit (New South Wales) nearly doubled solids handling—from ~50 to ~107 dry tph—while improving underflow density (>40%) and overflow clarity (TSS reduced) (Metso). Reduced water lost to evaporation/seepage means far less fresh‑water intake.
In Indonesia, these strategies align with regulations: coal companies must meet strict effluent standards (e.g., Ministers No. 113/2003 and local requirements) before any discharge; many, such as Kaltim Prima Coal, routinely test deposition‑pond water and release nothing until clearance (Kaltim Prima Coal). A closed‑loop system with solid‑liquid separation (thickeners + filters) makes it feasible to reuse all process water in‑plant, often achieving Zero Liquid Discharge (ZLD, the practice of eliminating liquid effluent) (AZoMining) (FLSmidth).
Sources: Peer‑reviewed and industry literature (e.g., coal prep handbooks, MDPI reviews, case reports) and regulatory guidance were used. Notable data—water usage (5–10 t water/t coal, ResearchGate), tailings slurry production (75–120 kg/t, MDPI), and achieved water recoveries (~85%+, AZoMining)—are cited exactly above to inform technical and investment decisions. All figures and statements are cited exactly from these sources.
