Coal washing is water‑hungry and cost‑intensive — but high‑rate thickeners, smart clarifiers, and tuned flocculants are turning plants into near‑closed loops. The prize: 80–98% water recovery, less fresh intake, and smaller ponds.
Coal washing lives on slurry. Fine coal is suspended in water to let gravity or flotation separate the valuable from the waste, spinning out massive volumes of fines‑laden liquid. One review is blunt: “coal slurry is an essential component of mining operations, accounting for more than half of operating costs,” underscoring why recovery matters (mdpi.com).
Pressure is rising in arid regions (e.g. Indonesia’s Kalimantan and eastern provinces) and under stricter rules. Indonesia’s 2022 wastewater regulation (Permen LHK No.5/2022) requires mining effluent treatment (for example, constructed wetlands) before discharge (jdih.kemenkoinfra.go.id), incentivizing closed‑loop designs that shrink outfalls.
The industry’s direction is unambiguous: modern plants target reuse rates of 80–90% or more (azomining.com) (mclanahan.com), turning fresh makeup into a small, controllable trickle.
Closed‑loop thickening and clarification
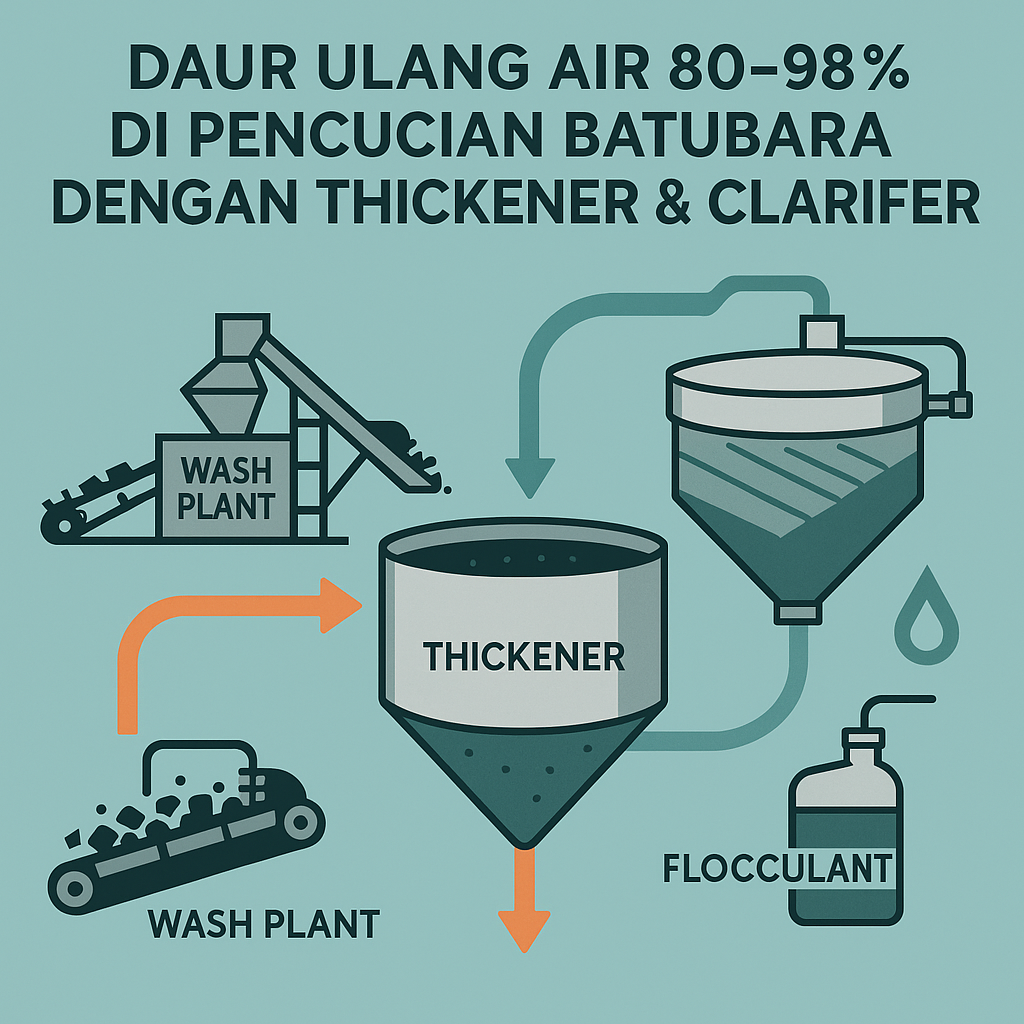
In a near‑closed circuit, coarse coal and heavy rejects peel off through screens or cyclones; the dilute overflow (containing fines and clays) feeds one or more high‑rate thickeners (thickeners are gravity settling vessels that concentrate solids and produce a clarified overflow). These concentrate solids to a dense underflow while delivering a clear overflow for reuse.
Overflow can be polished through splashboard or lamella clarifiers (lamella clarifiers use inclined plates for compact settling). Many plants standardize on a compact lamella settler to cut footprint while raising capacity, then pump the clarified water back to the wash circuits.
Where polishing and surge management are needed, a dedicated clarifier removes suspended solids with typical detention times measured in hours, and returns water to recycle tanks. Makeup water only offsets losses from evaporation and entrainment — in well‑run circuits, this is a few percent of throughput.
Deep‑cone design and recovery rates
Modern thickener design is doing the heavy lifting. High‑rate and deep‑cone thickeners (deep‑cone units use steep walls to support a deeper mud bed) pack performance into tight footprints. FLS Deep Cone thickeners feature 70° cone angles and steep wall designs enabling deeper beds and dense underflows; they can achieve more than 70 wt% solids underflow (versus ~50% in traditional thickeners) (fls.com).
In practice, well‑run thickening circuits recover about 85% of wash water (azomining.com); adding secondary steps pushes higher. Coupling a thickener with filter pressing can deliver up to 98% recovery — essentially eliminating pond discharge (mclanahan.com).
Circuit example and clarity targets
One common layout sends raw wash water through the plant (screens, cyclones, flotation), drains tailings slurry to a primary high‑rate thickener (with flocculant dosing), and discharges underflow to a tailings stack. The thickener overflow — typically less than 500 NTU (NTU, nephelometric turbidity units, is a measure of water clarity) — collects in a surge tank or a clarifier for polishing. Clarifiers (including lamella or plate tower units) settle remaining fines; their overflow, often below 50 NTU, is reclaimed to a recycle tank.
Polymers and coagulants are dosed with accuracy; a metering dosing pump helps keep chemistry in the optimal window without overdosing. Tiered thickener‑clarifier trains routinely recover 90–95% of process water (azomining.com) (mclanahan.com). In stricter cases, a final filter press or a membrane polish pushes toward ~98% recovery (mclanahan.com).
Flocculant chemistry and dosing windows
Fine clay and coal particles below 20 µm resist gravity; they stabilize suspensions and throttle settling. Chemical flocculants (polymers that aggregate fines into heavier flocs) are therefore pivotal. Polyacrylamide‑based polymers dominate in coal: anionic PAM (APAM) often performs best for negatively charged coal/clay slurries (researchgate.net) (mdpi.com).
Coagulants such as alum or FeCl₃ (coagulants neutralize particle surface charges) are often applied first, followed by high‑molecular‑weight flocculants for bridging. Plants typically keep both a coagulant program and tailored flocculants on hand to match the slurry’s pH and chemistry.
Case data quantify the gains. In an 8% solids coal fines suspension, dosing 32–33 g/t (g/t, grams per ton of solids; equivalent to 0.0033–0.0038 wt%) of a commercial PAM flocculant — with an optimal dose around 32.5 g per ton of solids — lifted settling velocity to 178 mm/min (0.178 cm/s), roughly 34× faster than no flocculant. Overflow turbidity fell to ~7.4 NTU, about 25% of the untreated clarity (scielo.org.za) (scielo.org.za).
By contrast, cationic flocculants (e.g., polyDADMAC) often need much higher doses, forming smaller, denser flocs. Studies found anionic polymers produce large, porous flocs and clearer water, whereas cationic polymers yield small, tight flocs that impede dewatering (researchgate.net) (mdpi.com).
Modern programs tune charge density and molecular weight to each slurry; dosages are empirically optimized, typically 10–100 g/t solids. Beyond faster settling, well‑matched flocculation can cut thickener turbidity by 75–90%, so reclaim water meets process quality (e.g., hardness and turbidity limits) and avoids dilution of fresh sets. Capturing fine losses in this way boosts overflow clarity and lets double‑loop recovery approach theoretical limits (scielo.org.za) (mdpi.com).
Outcomes and operating metrics
Upgraded thickening circuits — high‑rate tanks plus flocculant dosing — commonly push tailings underflow above 25–40% solids and recover 80–90+% of washwater (azomining.com) (fls.com). Adding a deep‑cone or paste thickener variant (70 wt%+ solids) can push recoveries above 90%.
In one real‑world case, integrating a secondary fine‑filter press raised net recovery from ~90% to 98% (mclanahan.com). Industry surveys note that modern coal plants with proactive water management frequently target reuse rates greater than 90%, driven by cost and compliance (azomining.com) (mclanahan.com).
Design and performance checkpoints are clear: target thickener underflow above 40% solids; overflow under 100 NTU (often 50–100 NTU with flocculant); and clarifier overflow approaching drinking‑water clarity. Track recovery as 0.85–0.95 kg water per kg of feed (85–95%). For flocculants, watch settling rate (cm/s) and final overflow turbidity (NTU): if an untreated suspension settles at below 10 mm/min, optimal dosing should drive it above 100 mm/min, with reclaim water under 10 NTU. Routine jar‑tests and tailings characterizations are essential to select type and dose.
Why this is sticking
A staged thickener‑clarifier loop — fully aided by polymer flocculants — can recover the vast majority of process water. Plants report fresh makeup cuts on the order of ~80–98%, slimmer tailings footprints, and easier compliance. Evidence spans thickener technology notes and case studies (fls.com) (azomining.com) (researchgate.net) (scielo.org.za) (mdpi.com) (mclanahan.com), and Indonesian regulatory announcements (jdih.kemenkoinfra.go.id). These data inform water‑balance and equipment choices aimed at maximal recycle.
