Plants are swapping hourly lab tweaks for minute‑by‑minute chemistry control, automated feeders, and homogenizing silos — slashing variability, fuel, and headaches in the kiln.
In cement, a stable raw meal going into the kiln is everything. The mix is built from variable limestone, clays, and iron ores, so modern producers blend and homogenize with automated feeders, dedicated silos, and real‑time analyzers to keep chemistry on target. Peer‑reviewed work links “more stable [raw mix] composition” directly to “better quality” cement (mdpi.com), and emphasizes stockpiling, pre‑homogenization, and raw‑meal homogenization to “equalize variations” and “reduce fluctuations” before the kiln (mdpi.com) (mdpi.com).
The goal: narrow the spread of key raw‑mix indices — the lime saturation factor LSF, silica modulus SM, and alumina modulus AM (common quality ratios that reflect CaO, SiO₂, Al₂O₃, Fe₂O₃ balance). Industry guidance puts typical silo homogenization factors at 3–6, and up to 10 in ideal cases (mdpi.com). Poor blending invites rings, over‑ or under‑burning, and unstable clinker quality.
Automated feeders and silo architectures
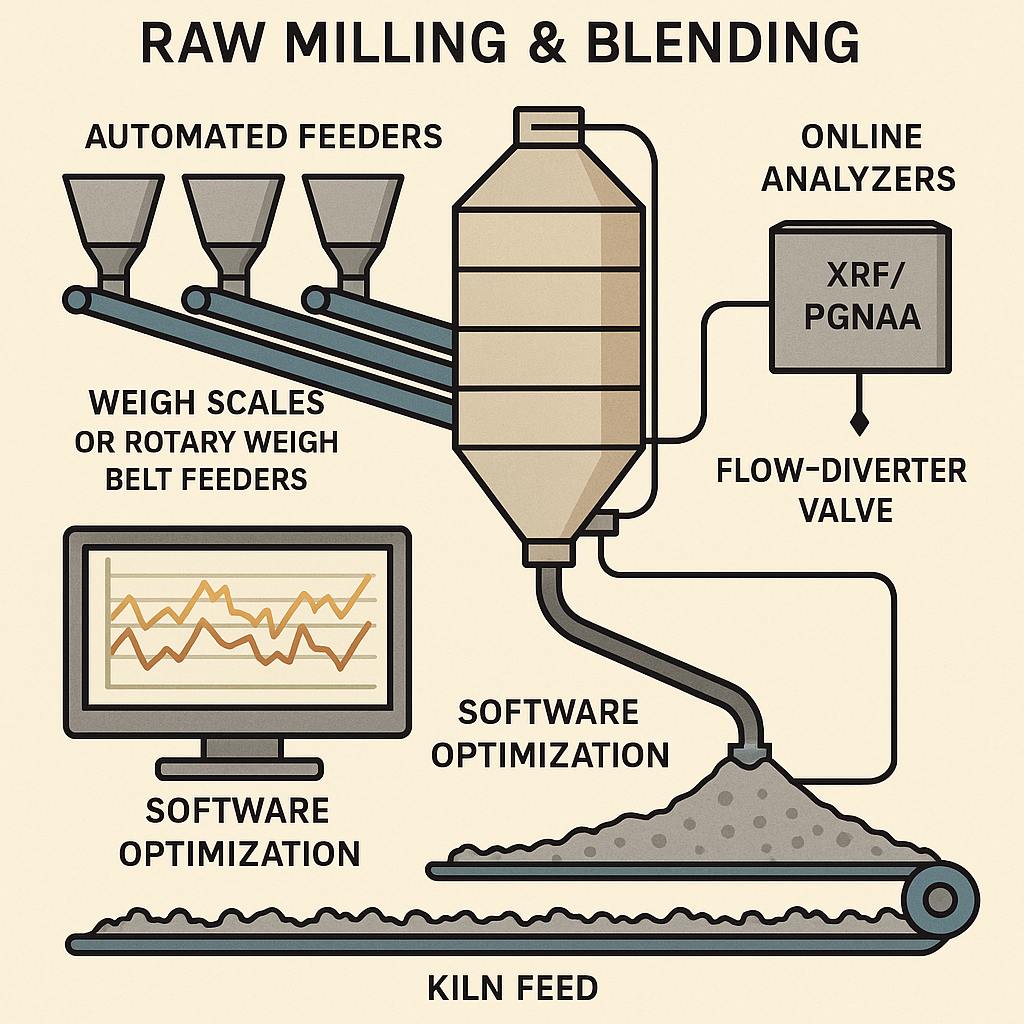
Plants meter multiple raws via automated proportioning — weigh scales or rotary weigh‑belt feeders under bins — to split, layer, or mix streams into a continuous‑flow (CF) silo. The CF silo is filled from the top in thin “windrow” layers and discharged from multiple outlets at the bottom; flow‑diverter valves or air slides cycle outlets so the drawdown continuously averages layers (a gravity H.A. Crate approach). Even “plug‑and‑feed” CF silos cut the coefficient of variation (CV): a simulated case dropped CaO CV from ~11.7% at inlet to ~1.7% at outlet — a homogenization multiplier of ~7.1 (mdpi.com; norms 3–6 cited at mdpi.com).
Some plants go further with pneumatic homogenizing silos: air jets and vents fluidize the meal, amplifying particle mixing. In one comparative analysis, a pneumatic silo achieved a homogenization factor >6, outperforming a ball mill (≈5) and far exceeding passive silos (~2) (mdpi.com) (mdpi.com). Mechanical agitators or screw mixers are options when dust behavior is tricky, but they carry higher CAPEX and maintenance.
Performance gains show up in end properties. In reported tests, mortar made from silo‑homogenized meal achieved 27 MPa compressive strength versus only 5 MPa for poorly mixed feed (mdpi.com). And although ball mills, cyclones, and kilns do provide some “self‑blending,” studies conclude primary blending must happen in dedicated silos (mdpi.com) (mdpi.com).
Online analyzers and minute‑by‑minute chemistry
Raw meal chemistry once moved at an hourly lab cadence. Now, online analyzers — XRF (X‑ray fluorescence) and PGNAA (prompt gamma neutron activation analysis) — scan entire conveyor flows in real time. Cross‑belt or chute‑mounted units deliver complete elemental analysis of the raw feed every minute, non‑intrusively and without sample prep (thermofisher.com). Typical placements include after the primary crusher, at stockpile reclaim belts, or upstream of the proportioning station.
Vendors are pushing integrated hardware. FLSmidth’s QCX Cube X10 uses energy‑dispersive XRF (EDXRF, an XRF method measuring characteristic X‑ray emissions) to report calcium, silicon, aluminum, and iron in raw meal in real time; with helium purging, it can also measure Na₂O/MgO. The unit is designed to pair with FLSmidth QCX/BlendExpert optimization software (globalcement.com).
PGNAA analyzers remain favored for bulk streams, also offering ~1‑minute resolution across major elements (thermofisher.com) (thermofisher.com). Because they sample the entire flow continuously, online systems minimize sampling error and reveal short‑term swings missed by hourly lab assays (thermofisher.com) (thermofisher.com). Thermo Fisher accounts show that before online control, raw mixes could oscillate by an hour or more before actions were taken; with on‑stream analysis, adjustments land within minutes (thermofisher.com).
Blending control software and optimization
Analyzer data flows to the DCS (distributed control system) and into model‑based controllers that automate the feeder setpoints. KHD’s Romix®‑C applies model‑predictive control (MPC) to hold targets for LSF, alumina and silica ratios, and up to two additional parameters, and can also optimize raw materials cost by choosing the cheapest certified mix that meets constraints (khd.com) (khd.com).
FLSmidth’s RAMOS/BlendExpert packages similarly merge online XRF with dynamic blending; its QCX Cube autobatcher is designed to integrate with BlendExpert for multi‑variable control (globalcement.com). Other platforms (for example ABB or Rockwell APC packages) apply MPC or neural networks to the same problem. Across systems, the logic is consistent: adjust up to n independent feeders to control (n–1) quality parameters, and avoid propagating errors from “an old lab result” (thermofisher.com).
Measured outcomes and kiln stability
The variability cuts are large when online analysis and high‑frequency control loop in. One case reported a ~70% reduction in the standard deviation of LSF, while silica modulus variability fell ~50% and alumina ratio ~33% (thermofisher.com). Clinker quality stabilizes in lockstep: the standard deviation of free lime dropped by about half, from 0.72 to 0.37, after control was implemented (thermofisher.com).
Uniform kiln feed also saves energy and refractories. With tight control, fuel and electricity consumption drop because the kiln no longer compensates for feed swings; “process upset conditions” are avoided as well (thermofisher.com). Case experiences cite lower kiln thermal consumption and longer refractory campaigns once raw‑mix variance is minimized (thermofisher.com).
Materials flexibility and financial returns
Blending control also unlocks lower‑cost feeds. With minute‑by‑minute chemistry, plants can use a wider range of quarry grades and waste streams — for example, detecting a high‑sulfur seam and automatically diluting its impact in the recipe (thermofisher.com). As blended cement and alternative fuels proliferate, FLSmidth argues tighter raw‑mix control is now “critical” (globalcement.com).
The payoff shows up in OPEX. Reported outcomes include 5–10% reductions in specific energy, multi‑percent clinker quality gains, and direct material savings; one plant cut the corrective additive it normally used by about 50% after implementing blending control (thermofisher.com). In Indonesia — where strict SNI standards apply to clinker — automated homogenization helps every batch meet spec without excessive manual testing (globalcement.com).
Adoption curve and integrated packages
Suppliers are bundling analyzers and optimizers as plug‑and‑play solutions, often in climate‑controlled containers. A 2023 tie‑up between FLSmidth and FCT ACTech underscored the shift toward containerized XRF/PGNAA analyzers integrated with optimizer software (globalcement.com) (globalcement.com). The through‑line is clear: CF or pneumatic homogenizing silos, automated feeders, online XRF/PGNAA, and predictive controllers deliver steadier kiln feed and more consistent cement than manual or lab‑only methods.
Sources: as cited — mdpi.com, mdpi.com, globalcement.com, thermofisher.com, thermofisher.com, khd.com, khd.com, and Global Cement announcements as linked.
