Dialing in lautering and sparging is emerging as a fast route to lower water and heat use. The gains are measurable: fewer liters in, fewer kilowatt-hours out, and no hit to target extract.
Brewing is famously thirsty — and the best performers have been squeezing that ratio hard. AB InBev set a goal of ≤3.5 hectoliters (hL) of water per hL beer; in 2010 its global average was 4.04 hL/hL (webwire.com). More recently, Asahi Europe’s breweries averaged 2.82 liters of water per liter of beer (2019) and its best plant achieves ~2.55 L/L (asahiinternational.com). By comparison, midsize breweries often use 4–6 L/L, and craft brewers can use 10–12 L/L (viravix.com). Vendors note that with aggressive measures — recirculation, mash‑filter systems, separate process circuits — overall water use <2.0 hL/hL is technically achievable (steinecker.com).
Inside the brewhouse, lautering (mash separation) and sparging (rinsing the grain bed with hot water to recover sugars) are quiet resource hogs. Heating 1 m³ of water by ~60 K requires roughly 70 kWh of energy, so each 100 L of sparge water costs ~7 kWh. Each reduction of 100 L thus saves on the order of 5–7 kWh per brew. For a 1,000 L brew with 700 L sparge at ~75–78 °C, that can be 50–70 kWh just to heat water (mdpi.com). Industry reporting suggests lautering stages can consume on the order of 25–40 kWh per barrel (≈350 L) of beer (essfeed.com).
Water-to-beer benchmarks and pressure

In water terms, sparge volumes are large. For a modern mid‑size plant (~1,000 L batches), sparge water might be on the order of 50–100% of brew volume — comparable to the mash liquor itself. One case study found a brewery’s total water consumption ~5.6 hL/hL beer, of which about 4.4 hL/hL was process water (mash, sparge, boil, etc.) and the rest was for cleaning (mdpi.com).
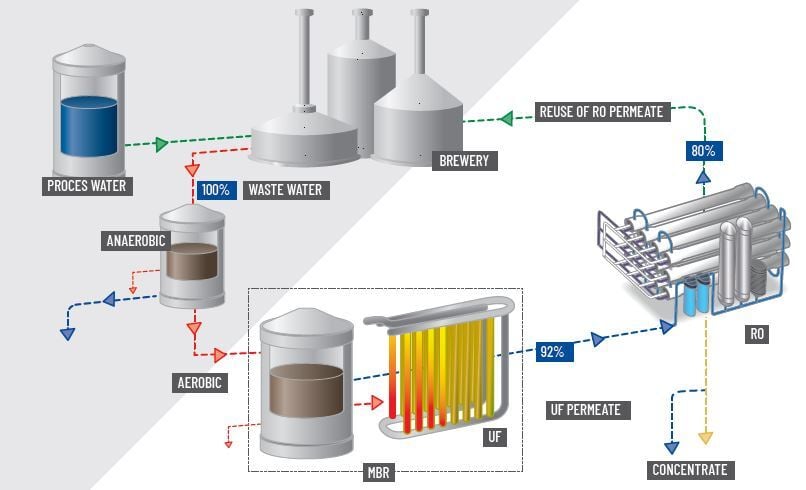
Regulation and stakeholder expectations add momentum. In Indonesia, breweries fall under general industrial water‑use and wastewater regulations (e.g., PP82/2001 on water quality). PT Multi Bintang (Indonesia’s Heineken brewery) recently reported “100% water balance” — returning back to the watershed as much water as it withdraws — reflecting a corporate push to carbon‑ and water‑neutrality (antaranews.com).
Lautering and sparging fundamentals
After mashing, dilute wort is run off into the boil kettle; sparging sprays hot water over the grain bed to recover dissolved sugars (~75–78 °C). Flow resistance and diffusion govern this step; Poiseuille’s law highlights the influence of bed structure and flow on extraction (mdpi.com). Because most sparge water ends up as warm effluent, trimming volume delivers a double benefit: less raw water in and less hot wastewater out.
Sparge volume control (target extract)
The simplest win is to sparge only as long as needed to hit the target extract (the planned wort density). In practice, brewhouse control systems or lab checks of wort gravity/solids are used. Once the runnings approach the planned residual — often ~1.010–1.008 SG (specific gravity) — additional water yields diminishing gains. Reducing sparge volume by 10–20% lowers heating duty directly; each 10% drop in water volume reduces sparge‑heating energy by roughly 10% (mdpi.com).
Grain bed and flow adjustments
Optimizing the mill and vorlauf (recirculation to clarify wort) improves first‑run extraction, enabling less sparge. A looser crush yields faster runoff but lower extraction; a finer crush extracts more but flows slower. Conditioning (e.g., steam misting of malt) can achieve a relatively fine crush without clumping, improving extract without blocking flow. Controlling sparge flow rates to avoid channeling helps ensure uniform rinsing. These measures indirectly reduce sparge needs by improving initial extraction (mdpi.com).
Reuse loops and CIP integration
Breweries recirculate first‑run wort to even out sugar gradients and deploy split‑sparge processes. Equipment upgrades like mash filters can achieve higher extract with less rinse water (though open data are limited). Crucially, plants reuse water within the cycle: hot water from one batch can preheat strike water for the next, and the “Intelligent Water Recovery” approach reuses cold liquor from CIP (clean‑in‑place) to mash in, saving up to 20% water (steinecker.com). After lautering, the lauter tun’s first hot rinse can be captured and recycled into the brewhouse as make‑up liquor. One lead brewer reported that capturing wort‑boil condensate and spent CIP liquid for reuse permitted ~28% reduction in fresh water heating demand (mdpi.com).
Heat recovery from hot wastewater
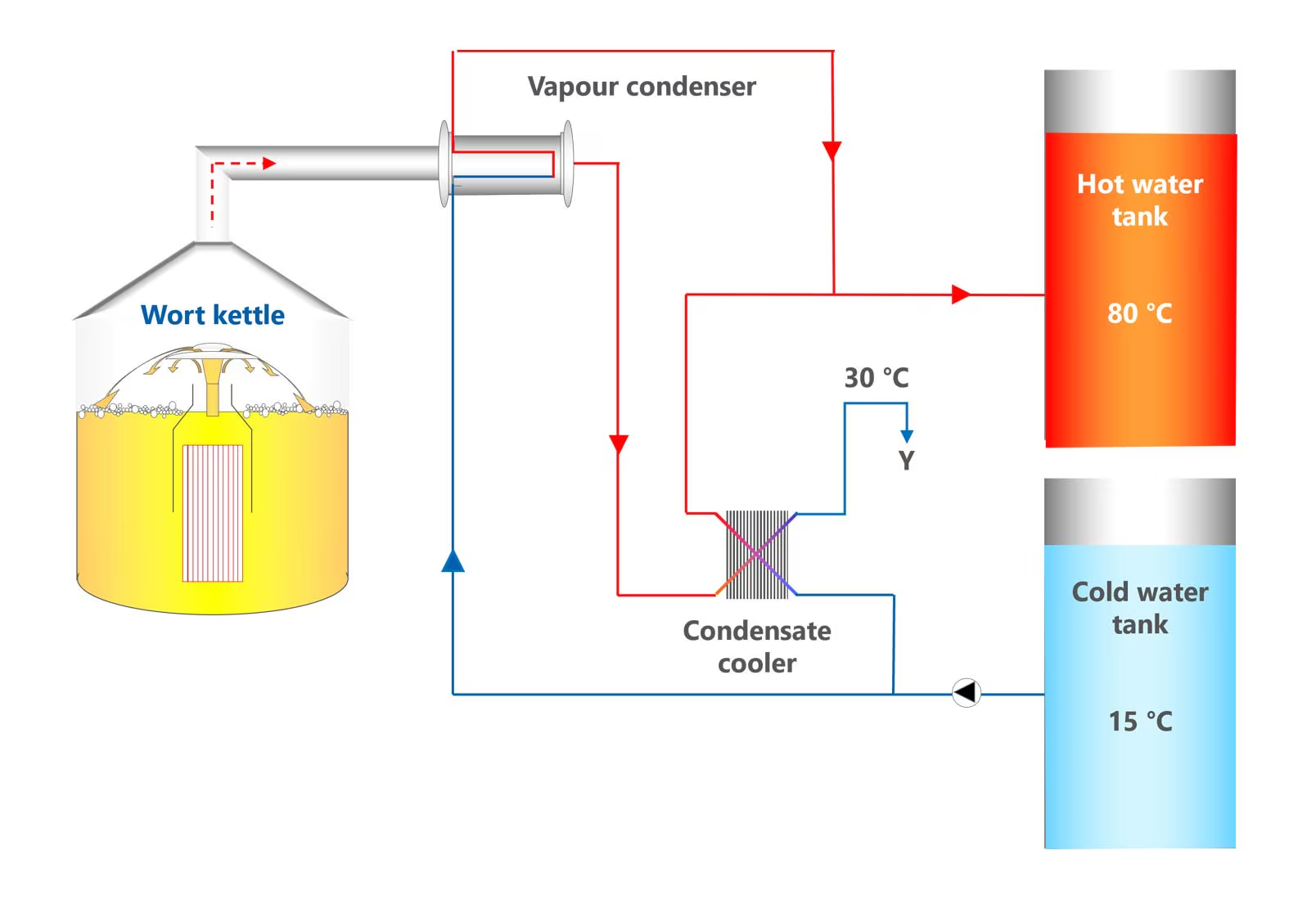
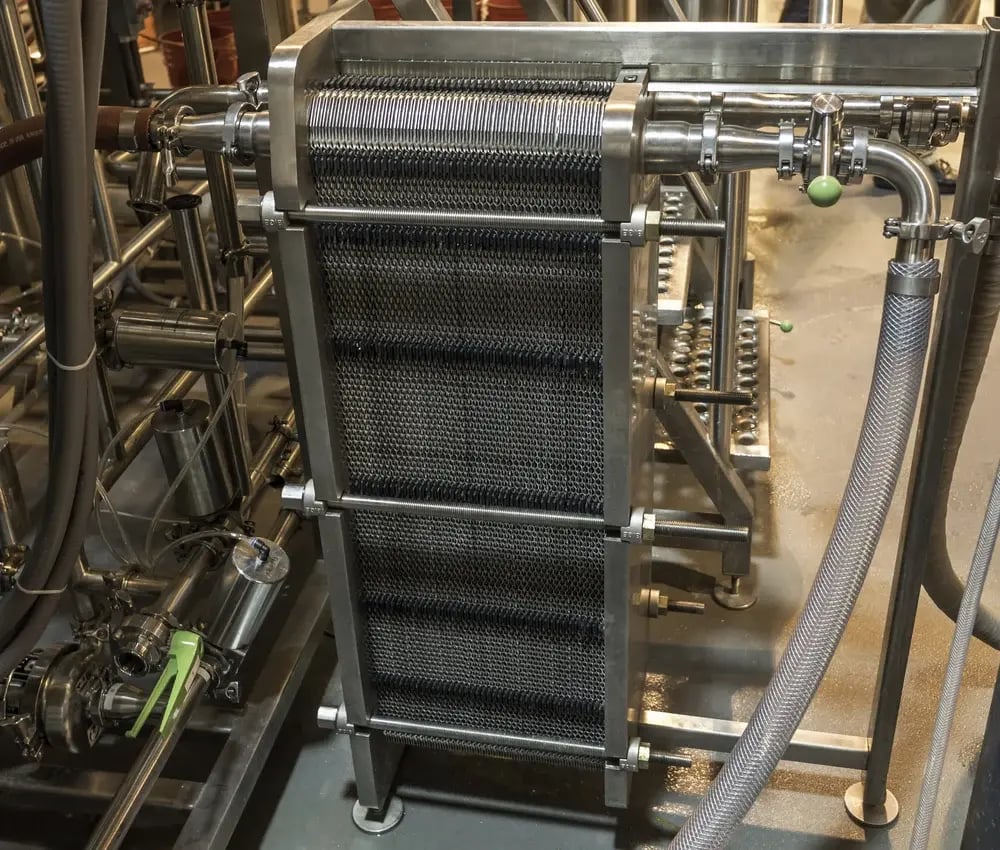
Sparge effluent exits hot (often 70–80 °C). Plate or shell‑and‑tube heat exchangers can transfer this heat into incoming mash or boil water; even simple counterflow exchanges preheating the next mash can cut steam needs. One study reported up to a 28% energy saving by recycling hot wort/waste‑water to the brewhouse hot liquor tank (mdpi.com). More broadly, waste‑heat systems in beverage plants targeting flue gas, exhaust, condensers, and similar sources can recover 5–15% of process heat (heatmatrixgroup.com).
Boil vapor condensate, essentially clean hot water, has been successfully reused for lauter‑tun sparging and general cleaning (researchgate.net). Heat from spent grains (e.g., via mechanical pressing of hot grain) and from fermenter exhausts can be integrated into central heat‑recovery loops. The new generation of heat exchangers is designed to handle brewhouse streams (high solids, often slightly acidic) without fouling. Recovering even 1–2 kWh per hectoliter from sparge effluent can yield annual savings easily in the low double‑digit percentages of a brewhouse’s steam usage.
Measured gains from lean sparging
Cutting sparge water by 10–20% directly reduces both water intake and heat demand. In a 1,000 L brew with 800 L sparge, a 10% reduction (80 L) saves ~5–6 kWh. Over thousands of batches per year this is tens of MWh saved, roughly 1–2% of a plant’s annual energy bill. Lower water use also shrinks wastewater volume, cutting treatment and discharge costs (worth ~$0.10–0.30 per cubic meter in some markets) and easing the load on primary treatment steps such as physical separation systems (mdpi.com).
Minimal‑water sparging still meets designed extract. Breweries identify a target extract and stop sparging once it is met. The extra sugars recovered by a final rinse are typically small; for example, raising efficiency from 80% to 85% might require doubling the sparge water, so many operations forgo that last bit (mdpi.com).
Design features and equipment context
Vendors offer design features like automated flow controls and low‑flow sparge nozzles to precisely meter water. Separating circuits (brew liquor vs. cold water vs. rinse water) prevents overuse of treated water. Steinecker cites a holistic “water sustainability concept” that can achieve <2.0 hL/hL across the brewery (steinecker.com). These strategies are often packaged with supporting equipment for water treatment in modern brewhouse designs.
What top performers are hitting
Efficient breweries now target ~3–4 L fresh water per liter of beer (or less), a roughly 50% cut from a decade ago (webwire.com; asahiinternational.com). Lautering and sparging can account for ~30–50% of brewhouse water use; trimming this by 10–20% yields equal percentage cuts in heat load. One plant reduced thermal energy use by 28% via water recycling (mdpi.com). Combined, strict sparge control and heat reuse can cut a brewery’s water demand by tens of percent and energy demand by ≈10–30%, with clear economic and regulatory benefits (steinecker.com; mdpi.com).
