A small temperature slip in a deaerator can double dissolved oxygen and set off corrosion that has historically cracked 30–50% of units. High‑pressure feedwater pumps, meanwhile, can pull 10 MW and take a plant offline if they fail — which is why data‑driven inspections and testing now anchor reliability.
In heat‑recovery steam generator (HRSG) loops, the deaerator (a vessel that strips dissolved oxygen and carbon dioxide by heating feedwater) is a quiet linchpin. The target is unforgiving: ASME PTC‑123 recommends residual oxygen below 7 ppb (0.005 cc/L), because even a few ppb invites “oxygen pitting, tube failure, and sudden downtime” (rasmech.com). One operating reality underscores the knife edge: a 5 °F drop below design — say, from a fouled spray nozzle — can double residual oxygen (rasmech.com).
The stakes are not theoretical. Historical data showed cracks in 30–50% of inspected industrial deaerators, with catastrophic failures in the 1980s causing fatalities (nationalboard.org) (nationalboard.org). Flow‑accelerated corrosion (FAC, thinning due to high‑velocity water/steam chemistry) has stripped roughly 33% of wall thickness in about 11 months in a documented case (powermag.com). Routine inspection is essential; neglect cascades into leaks, forced outages, and costly repairs.
Deaerator operating targets and signals
Daily cues say a lot. A storage‑water temperature matched to steam pressure within ±2–3 °F, a thin vent plume, and a stable gauge‑glass level are normal; large swings, leaks, or a stagnant vent are not (rasmech.com). Monthly testing closes the loop: a hot feedwater dissolved‑oxygen (DO) sample should hit ≤10 ppb without scavenger (≈0 ppb with scavenger) (rasmech.com); spikes in DO or sulfite trace point to nozzles, trays, or vent valves that need attention (rasmech.com) (rasmech.com).
Instrumentation earns its keep only if kept honest. Pressure/temperature gauges and DO analyzers require regular calibration, and isolation/vent valves benefit from monthly exercise to avoid seizure (rasmech.com). Without such vigilance, even a slight imbalance can double residual oxygen (rasmech.com).
Chemical polishing remains a standard buffer against DO spikes; dosing programs typically meter scavengers using dedicated dosing pumps and oxygen‑reactive additives such as oxygen scavengers to maintain low residuals in real time.
Internal inspection intervals and methods
Full internal inspections — cleaning, non‑destructive examination (NDE), and repairs — are scheduled to risk. Industry guidance (NACE 1986) suggests an initial internal within 1–2 years of service, then intervals based on findings (nationalboard.org) (rasmech.com).
Intervals typically align as follows: if previous repairs or cracks exist, annual (≈1 year) inspections are advised; if cracks are found but not yet repaired, every 1–2 years; with no cracks/history, 3–5 year intervals are common (nationalboard.org) (rasmech.com). Cost reinforces the calculus: 100% X‑ray of an 8×20 ft tank is roughly $4,050; spot checks can run below $200 (nationalboard.org).
Methods track ASME/NACE practice: open manways, clean welds, and perform visual plus NDE on circumferential/longitudinal welds, nozzles, and other high‑stress areas (nationalboard.org). Wet fluorescent magnetic particle (WFMP) testing on as‑welded surfaces reveals fine cracking; flaws are ground and re‑tested. Depth matters: Class III cracks (thickness deficit exceeding minimum design) must be fully repaired (nationalboard.org) (nationalboard.org).
Ultrasonic (UT) thickness gauging complements crack detection; any wall loss above 15% is flagged for follow‑up (rasmech.com). Documentation is not optional: NBIC Part 2 requires records of findings and repairs (rasmech.com).
Inspections move needles. Special campaigns have uncovered FAC removing 33% of a shell in less than a year, prompting mitigations that “reduced the rate of local shell thinning” (powermag.com) (powermag.com). Well‑maintained units often last 25–30 years, with some plants reporting lifespans over 40 years when annual UT, DO testing, and repairs are sustained (rasmech.com).
Operating practices that slow degradation
Normal operating discipline pays dividends: proper steam pressure/temperature that holds storage hot, timely cleaning or replacement of clogged spray nozzles/trays, and calibrated level/temperature controls all slow degradation (rasmech.com). Chemical scavengers are maintained to polish O₂ spikes, and brown or rusty feedwater is treated as a trigger for an immediate internal check (rasmech.com). A documented program — daily logs of key parameters, scheduled internal checks — stabilizes O₂ control and extends vessel life (rasmech.com) (rasmech.com).
Feedwater pump criticality and exposure
High‑pressure boiler feed pumps (BFPs) are critical assets; failure halts the unit. A typical 500 MW plant’s main feed pump alone draws about 10 MW (researchgate.net). Studies note BFP failures are sufficient to “cause the whole unit to cease production” (mdpi.com).
In combined‑cycle/steam fleets where 83% of US capacity relies on steam generation using feed pumps, they are “the heart of any steam generation process” (engineernewsnetwork.com) (engineernewsnetwork.com).
Routine inspections and auxiliary systems
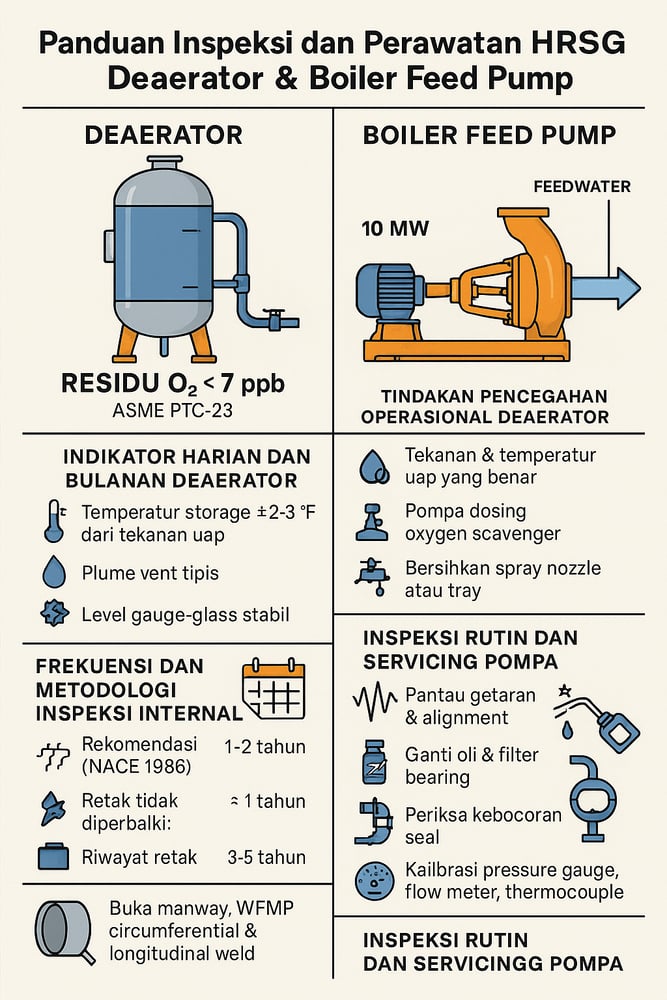
Baseline routines combine visual checks with instrumentation. Thrust‑bearing vibration (often acceptable below 2 mm/s) and rotor temperatures are trended continuously; rising vibration suggests bearing wear or misalignment, making accelerometer‑based condition monitoring fundamental (engineeringspecifier.com). Lubrication systems get scheduled oil and filter changes, with outage‑time oil analysis catching contamination; mechanical seal support flushes are verified to prevent overheating.
Seal systems and packings are observed for leaks, with worn components replaced to prevent ingress and maintain balanced forces (including impeller balancing discs where fitted). Pressure gauges, flow meters, and thermocouples on lube oil coolers are calibrated, and many sites trend wear by measuring balance‑line leak‑off using spiral tooth flow orifice sensors (engineernewsnetwork.com).
Standby systems are exercised to ensure readiness: weekly testing with impeller rotation reduces sticking, and shut‑off/isolation valves are exercised monthly to avoid seizure (zoompumps.com) (rasmech.com).
Performance testing and BEP alignment
Field performance testing — annually or biannually — maps head‑capacity curves under load and removes uncertainty about pump condition (engineernewsnetwork.com). Operation near the Best Efficiency Point (BEP, the flow/head region of maximum hydraulic efficiency) is preferred; testing often finds pumps running at roughly 50–60% of BEP, including one field case at 58% far left on the curve (engineernewsnetwork.com). Below‑BEP operation drives internal recirculation, cavitation, and vibration, slashing mean‑time‑between‑repairs (MTBR) (engineernewsnetwork.com).
Balance‑line volumetric leak‑off is a sensitive wear indicator; the pump with the highest leak‑off in one study had the worst deviation from its OEM curve, with vibration correlation (high inlet vibration) reinforcing the diagnosis (engineernewsnetwork.com) (engineernewsnetwork.com). Annual/biannual field tests with overhaul prioritization “raise the reliability bar” across fleets (engineernewsnetwork.com).
Condition monitoring and predictive analytics
IoT/SCADA‑based anomaly detection on feed‑pump data can flag degradations well before failure, shifting maintenance from reactive to predictive (mdpi.com). With more than 90% of pump motor failures tied to rotor, stator, or bearing faults (researchgate.net), trending current, vibration, and temperature — supported by vibration sensors, thermal imaging, and oil analysis — proves highly beneficial (engineeringspecifier.com) (researchgate.net).
Predictive maintenance minimizes unplanned downtime while avoiding unnecessary replacement of healthy pumps (mdpi.com). Gains are measurable: a conference study documented an 8% flow capacity improvement after thorough servicing (researchgate.net). Over a year, even modest power savings are meaningful, given pump power is about 2% of gross plant output (yokogawa.com).
Preventive maintenance schedule and records
Effective boiler feed pump PM programs combine periodic rotor repositioning, impeller overhauls at major outages, shaft alignment checks, bearing replacement or re‑lubrication, and measurement of clearances/gaps. Condition‑based tasks — such as balance‑disk gap adjustment — are performed when leak‑off or pump curves indicate degradation.
Outages are used to vacuum‑balance impellers and inspect wear rings/diffusers; repairs such as cracked diffuser vanes adhere to OEM specifications. Detailed documentation — vibration spectra, performance curves, inspection findings — creates a baseline for trend analysis. With such data, overhaul scheduling can be prioritized, including which pump to fix first (engineernewsnetwork.com).
Quantified outcomes and cost framing
The payback is visible in reliability metrics. Well‑maintained deaerators typically reach 25–30 years of service, with neglected units facing the possibility of failure in under a decade. Plants report lifespans beyond 40 years when annual UT, DO testing, and timely repairs are sustained (rasmech.com).
On the pump side, routine overhauls and condition monitoring maintain head and flow near design while reducing power draw and extending MTBF (mean time between failures). An 8% flow loss recovery in a 10 MW pump equates to roughly 0.8 MW recaptured, improving fuel use over time (researchgate.net). Turbomachinery experts estimate that condition monitoring can reduce unplanned pump outages by 30–50%. Each forced outage avoided saves substantial lost generation, with an hour of combined‑cycle downtime valued in the tens of thousands of dollars.
Standards, records, and water‑chemistry context
Implementation hews to established codes: ASME Section I/VIII for pressure vessels and pump rotordynamics, and NBIC Part 2 for inspection records. Water chemistry aligns to steam‑grade specifications in practice (internationally and in Indonesia), with local plants following international best practices and any SNI (Standar Nasional Indonesia) requirements. ASME PTC‑6 (steam turbine efficiency) and PTC‑38 (pump performance) can inform instrument calibration and field testing. The investment case is straightforward: the cost of inspections and maintenance is far lower than the price of a failure.
Chemical programs that keep O₂ residuals in line are often delivered through dosing pumps and validated scavenging chemistry such as oxygen scavengers, integrated alongside plant controls and analyzers.
Reference basis and figures
The practices above track authoritative sources and case studies: regular weld inspections and UT thickness monitoring in deaerators (nationalboard.org) (rasmech.com), performance testing of feed pumps to confirm condition (engineernewsnetwork.com), documented cases of 33% shell loss in 11 months (powermag.com), ≤10 ppb DO targets (rasmech.com), more than 90% of pump motor failures stemming from rotor/stator/bearing faults (researchgate.net), and 8% performance gains post‑overhaul (researchgate.net).
