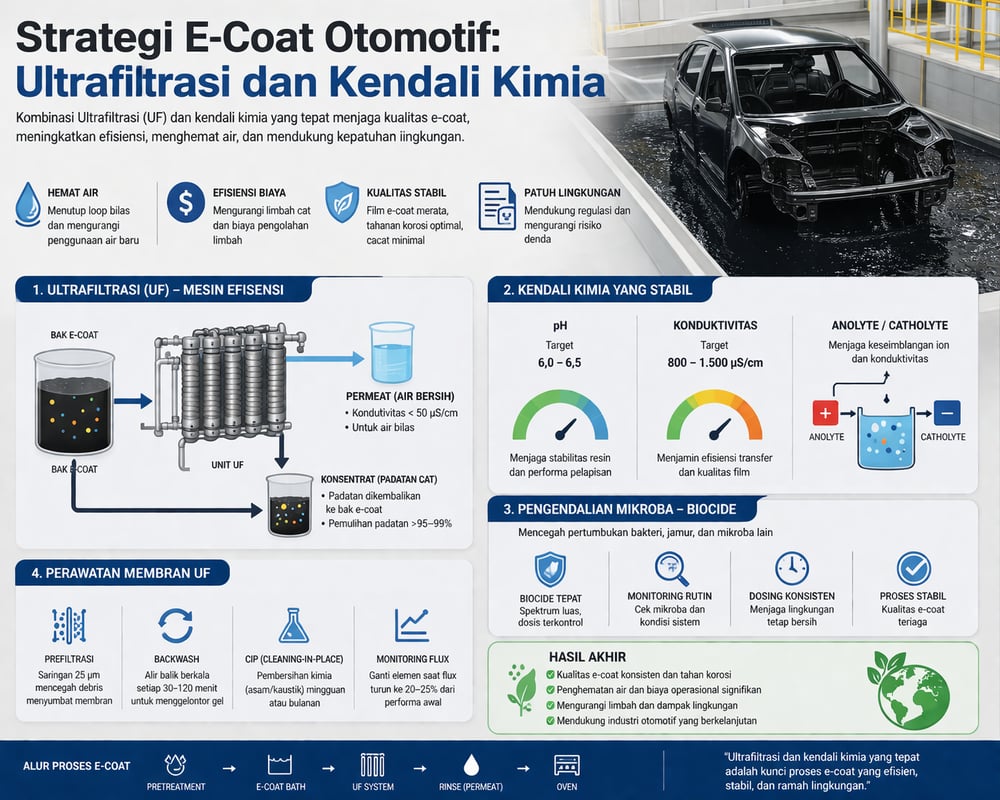
Di balik primer hitam yang sempurna, ada bak e‑coat berisi ~85% air yang harus dijaga “fit”. Kuncinya: ultrafiltration (UF) yang memulihkan padatan cat, pembersihan membran yang disiplin, biocide yang tepat sasaran, dan anolyte/catholyte yang mengunci pH plus konduktivitas.
Di lini cat otomotif, cathodic electrodeposition (e‑coat) mengandalkan bak cat encer—umumnya ~85% air dan 10–15% padatan polimer/pigmen—untuk melapisi baja secara merata (finishing.com). Menjaga bak tetap stabil dan bersih bukan sekadar perkara kualitas film; ini juga soal efisiensi material, penghematan air, dan kepatuhan lingkungan. Empat sistem kunci bekerja serempak: unit ultrafiltration (UF, membran crossflow yang menyaring fraksi air sambil mengembalikan padatan cat), rutinitas cleaning‑in‑place (CIP) membran, biocides untuk mencegah mikroba, serta sirkuit anolyte/catholyte untuk mengendalikan pH dan konduktivitas.
Di lapangan, kombinasi itu mendorong efisiensi transfer cat, memangkas limbah, dan menutup loop bilas. Contohnya, sebuah pabrik menutup loop bilas—mengandalkan UF dan daur ulang bilas akhir—hingga mengeliminasi sekitar 9 juta galon (34×10^6 L) air deionisasi per tahun dengan penghematan US$275.000 (solecta.com). Dalam konteks Indonesia yang menerapkan UU Lingkungan Hidup No. 32/2009 dengan denda hingga Rp15 miliar (~US$0,95 juta) untuk pelanggaran dan fakta bahwa >80% sungai sudah tercemar, praktik tertutup semacam ini bukan lagi pilihan, melainkan keniscayaan (has-environmental.com).
Cara Hemat Energi Pretreatment Otomotif hingga 40% Efisien
Ultrafiltrasi sebagai mesin efisiensi
Unit UF menyisihkan “air” dari bak cat dan mengembalikan konsentrat padatan cat ke tangki utama—praktiknya UF menangkap >95–99% padatan tersuspensi, dengan banyak lini melaporkan pemulihan padatan hingga 99% (Finishing & Coating; jmxworks.com; solecta.com). Permeat UF—sebagian besar air plus komponen molekul rendah—ideal dipakai ulang untuk bilas, selama konduktivitasnya sangat rendah; patokan kinerja permeat di bawah 50 µS/cm (ecoatline.com). Pernyataan pabrikan bahwa UF “membersihkan tangki dari pengotor ionik dan meminimalkan konduktivitas” menjelaskan mengapa permeat UF menghasilkan bilas akhir yang sangat bersih (PPG).
Kapabilitas UF biasanya dinilai dari laju flux permeat. Elemen spiral 7,6″×40″ “7640” yang masih baru memproduksi ~4,5 gpm (≈17 L/menit), dan lazim diganti ketika alirannya turun ke ~1 gpm (~4 L/menit)—yakni sekitar 20–25% dari performa awal (Finishing & Coating). Desain bilas tipikal butuh 2 L permeat per m² area terlapis; pada laju 30 m²/menit, UF harus menyediakan ~60 L/menit air bersih untuk bilas (jmxworks.com). Dalam skenario integrasi, penggunaan UF bersama reverse osmosis (RO) atau electrodeionization (EDI)—tanpa menambah angka baru—telah dilaporkan mendorong efisiensi transfer cat hingga >99,8% (jmxworks.com). Di praktik ekonomi, memulihkan 99% padatan berarti hanya ~1–2 gram cat hilang per 100 g yang dideposisi, alih-alih beberapa gram jika air bilas dibuang.
Di banyak pabrik, UF menjadi “mesin efisiensi” untuk menutup loop bilas. Pranata ini juga mengurangi kebutuhan air make‑up berkualitas tinggi—yang, bila dibutuhkan, dapat disediakan melalui paket ultrafiltration sebagai pretreatment dan sistem gabungan RO/UF untuk air proses.
Desain dan operasi unit UF
Skid UF lazim berisi pompa umpan, prefilter, dan beberapa elemen spiral; konfigurasi “duplex” hingga “quadruplex” memberi redundansi operasional—konfigurasi dua train dapat mencapai 16 elemen UF total (jmxworks.com). Umpan bak pertama‑tama disaring kantong (umum 25 µm) untuk menahan debris besar; prefiltrasi yang benar mencegah penyumbatan kanal pada UF (Finishing & Coating). Dalam praktik, UF mengentalkan padatan hingga ~15–30% berat; “lumpur cat” ini lalu dibuang berkala.
Penyusutan flux tak terelakkan akibat fouling. Banyak pengguna merencanakan penggantian ketika aliran turun ke ~20–25% performa awal (contoh: ~1 gpm pada elemen 7640) agar kualitas bilas tetap terjaga (Finishing & Coating). Untuk memperpanjang umur, beberapa sistem menyediakan backwash (alir balik) berkala guna melepaskan gel; media UF yang lebih maju—misalnya polimer single‑layer—dirancang agar tahan backwash sering (PPG). Pada titik desain, prefilter tipe cartridge filter yang ditempatkan dalam housing stainless membantu menjaga kanal spiral tetap bersih di layanan industri bertekanan.
Perawatan dan pembersihan membran UF
Fouling cepat terjadi karena lapisan cake/gel padatan cat yang menempel di permukaan membran spiral—sekitar 30 m² area efektif—yang menurunkan flux drastis. Cleaning‑in‑place (CIP) kimia berkala sangat penting: sirkulasi larutan asam (sekitar pH≈2) atau kaustik untuk melarutkan deposit, namun pembersihan hanya sebagian efektif bila gel sudah menebal; pembersihan awal cenderung hanya menyentuh sisi depan yang paling tersumbat (Finishing & Coating). Praktiknya, operator melakukan alir balik singkat tiap 30–120 menit untuk “menggelontor” gel, dan CIP kimia mingguan atau bulanan.
Prefiltrasi tetap vital untuk menangkap serpihan “plate‑out” dan flake cat terkur yang bisa menyumbat spacer kanal (Finishing & Coating). Banyak masalah UF berawal dari operasi: misalnya throttling pada jalur umpan (katup seharusnya tetap terbuka penuh) atau power cycling pompa secara mendadak yang memicu lonjakan tekanan (Finishing & Coating; Finishing & Coating). Praktik baik mencakup soft‑start pompa, tagging valve, dan checklist saat ganti elemen; pencatatan harian flux/permeat juga membantu deteksi dini. Untuk CIP, bahan pembersih dapat disalurkan akurat menggunakan dosing pump, dan pilihan membrane cleaners mendukung pemulihan kinerja tanpa menambah klaim baru.
Pengendalian mikroba dan penggunaan biocide
Bak e‑coat berbasis air (termasuk sirkuit air RO/DI) rawan pertumbuhan mikroba (bakteri, alga, jamur), terutama di anolyte/loop air. Biofilm menyumbat filter, pipa, dan menimbulkan bau. Banyak operasi mendosis biocide secara teratur—umumnya dosis mingguan konsentrasi rendah spektrum luas. Praktik yang dilaporkan: penambahan 0,2–0,3% formulasi Kathon (isothiazolinone) ke anolyte tiap minggu menekan jumlah bakteri mendekati nol (finishing.com). Produk lain yang efektif termasuk sistem berbasis glutaraldehyde (THPS), biocide berbasis perak, atau oxidative sanitizer; dalam satu studi kasus, 0,2–0,5% hidrogen peroksida dipakai untuk membilas anolyte saat dicurigai ada minyak dan mikroba (finishing.com). Perlakuan silver nitrate juga pernah digunakan untuk mensterilkan resirkulasi anolyte (finishing.com).
Pendekatan yang sering efektif adalah kombinasi dosis dan flushing: “burn and dump” anolyte asam secara mingguan/dua mingguan—edar sanitizer kuat beberapa jam (mis. H₂O₂ atau glutaraldehyde), lalu buang dan isi ulang dengan DI + asam segar. Ada manajer yang menjadwalkan penggantian anolyte penuh tiap 2–4 minggu untuk memutus koloni (finishing.com). Karena air DI bisa menjadi sumber mikroba, pemasangan UV sterilizer di jalur DI menuju tangki anolyte juga dilaporkan (finishing.com). Pada start‑up atau pasca shutdown, pembersihan manual plus flush peroksida dilakukan.
Di bak utama, biocide biasanya sudah diformulasi oleh pemasok cat, namun kontaminasi berat tetap mungkin. Bakteri di bak pernah diamati menurunkan suhu curing cat dan menimbulkan cacat gloss (finishing.com). Menjaga konduktivitas anolyte cukup tinggi dapat menghambat pertumbuhan; sebaliknya, resistivitas anolyte yang turun (konduktivitas naik/pH turun) dikaitkan dengan pembentukan alga—sensor dapat memicu dosis DI segar agar kembali ke spesifikasi (finishing.com). Di sisi implementasi, lini e‑coat dapat memanfaatkan produk biocides yang sesuai, didistribusikan konsisten via dosing pump, dan menambahkan UV untuk sterilisasi makeup DI.
Sistem anolyte/catholyte dan kendali pH
Pada e‑coat katodik, anolyte adalah larutan asam sirkulasi yang membasuh anoda—umumnya air deionisasi yang diasamkan ke pH≈2–3 menggunakan “pH controller” yang ditentukan pemasok (sering berbasis asam fosfat atau sulfonat) (Membracon). Bak cat sendiri dapat dipandang sebagai catholyte. Fungsi anolyte adalah mengalirkan arus dari anoda dan membawa oksigen/asam yang terbentuk di anoda keluar dari sel ke reservoir anolyte (Membracon).
Selama deposisi, air pada setiap anoda teroksidasi, menghasilkan H⁺ (asam) lokal. Tanpa aliran anolyte, ini akan mengasamkan bak. Aliran anolyte menyapu proton berlebih, menjaga pH bak tetap stabil—spesifikasi pemasok cat biasanya sekitar 5,7–6,0. pH anolyte awal ditentukan dosis asam, namun cenderung turun seiring menyerap asam anodis. Dalam praktik, pH dan konduktivitas anolyte dipantau ketat; ketika pH turun di bawah spesifikasi atau konduktivitas naik, operator menambah air DI (atau membuka penambahan NaOH) untuk mengencerkan kembali ke rentang yang ditetapkan. Otomasi yang umum: meter pH/konduktivitas di tangki anolyte mengaktifkan katup DI segar untuk menjaga setpoint (Membracon; finishing.com). Dosis asam dan DI yang stabil difasilitasi peralatan seperti dosing pump.
Dari sisi konduktivitas, target bak utama (catholyte) lazim di kisaran ~1.200 µS/cm (±300); terlalu tinggi meningkatkan daya throw namun memicu cacat, terlalu rendah mengurangi throw power dan keseragaman (ecoatline.com; ecoatline.com; ecoatline.com). Anolyte sendiri memiliki target konduktivitas yang ditetapkan pemasok; satu contoh akrilik menunjukkan rentang ~300–5.500 µS/cm (finishing.com). Laju aliran ke setiap sel anoda biasanya 1–3 L/menit, dan desain flushed anode memungkinkan penyesuaian aliran tiap anoda untuk keseimbangan muatan (Membracon).
Baca juga:
Sistem IPAL Otomotif: Cara Atasi Minyak, Emulsi & Logam Berat
Ekosistem bak–bilas dan pengaruh konduktivitas
Konduktivitas adalah parameter yang “langsung memengaruhi kualitas coating” dan mesti dijaga ketat (ecoatline.com). Tiga kaitan penting:
Pertama, permeat UF untuk bilas harus sangat bersih—target <50 µS/cm—agar tidak memasukkan kembali ion ke bak (ecoatline.com). Kedua, air DI atau RO yang masuk sistem idealnya <5 µS/cm; setiap ppm natrium/klorida akan menaikkan konduktivitas bak dari waktu ke waktu (ecoatline.com). Penyediaan makeup bisa mengandalkan paket RO air payau dan EDI untuk kualitas ultra‑murni tanpa regenerasi kimia.
Ketiga, interlock kendali: ketika konduktivitas bak menyentuh ambang atas (~1.500 µS/cm), pengendali dapat memicu pembilasan permeat otomatis atau penambahan makeup; kenaikan pH dapat memicu dosis asam. Dalam kondisi stabil, ketebalan lapisan yang dideposisi tipikal 20–25 µm pada 20°C dengan hasil seragam (ecoatline.com). Keluar dari batas—misalnya >1.500 µS/cm—dapat menghasilkan film tebal >35 µm dan cacat; terlalu rendah (<900 µS/cm) menghasilkan ketebalan tidak memadai (ecoatline.com).
Catatan relevan tentang UF sebagai teknologi: studi pada air cuci kendaraan menunjukkan UF dapat menghilangkan >60% surfaktan dan nyaris semua padatan tersuspensi (MDPI)—walau konteksnya adalah air cuci mobil, ini mengilustrasikan selektivitas UF yang luas. Sistem polishing dan instrumen pendukung—seperti ancillaries untuk perawatan air—membantu memastikan loop bilas tetap di zona aman.
Konteks regulasi dan ekonomi
Pengelolaan bak e‑coat adalah isu teknis sekaligus lingkungan. Limbah cat mengandung organik dan kaustik yang diatur ketat; di Indonesia, UU No. 32/2009 memberi sanksi keras—denda hingga Rp15 miliar (~US$0,95 juta) untuk pelanggaran (has-environmental.com)—dengan laporan bahwa >80% sungai telah tercemar (has-environmental.com). Tren terukur menunjukkan manfaat kontrol ketat: laporan industri mencatat integrasi UF/RO modern dapat memangkas penggunaan air baru sebesar 80–90% dibanding sistem lama yang “encer”. Pada satu kasus, pemasok OEM menurunkan kebutuhan DI hingga 34×10^6 L/tahun dengan penghematan US$275.000 (solecta.com; solecta.com).
Peningkatan efisiensi transfer dari ~92% ke >99% berarti ribuan liter cat hemat per tahun di pabrik ber‑throughput tinggi—penghematan yang biasanya mengembalikan investasi UF dalam <1–2 tahun, sekaligus menurunkan biaya limbah B3. Setiap aspek pemeliharaan mencegah downtime mahal: misalnya, elemen UF yang tersumbat hingga memaksa drain‑refill bak (atau pembuangan ribuan liter air bilas terkontaminasi) bisa bernilai puluhan ribu dolar per insiden. Sebaliknya, biaya beberapa kilogram biocide atau air DI relatif kecil. Dukungan spare parts & consumables yang andal menjaga siklus perawatan berjalan tepat waktu.
Teknologi IPAL Otomotif: Eliminasi Cu, Zn, Ni hingga Level Rendah
Angka acuan dan sumber teknis
Angka dan rujukan utama yang digunakan dalam artikel ini disarikan dari literatur dan white paper industri, termasuk: komposisi bak e‑coat (~85% air; 10–15% padatan) (finishing.com); performa/pemulihan UF (>95–99% padatan; hingga 99% pemulihan; 7640: ~4,5 gpm baru; ganti di ~1 gpm; 2 L/m² kebutuhan permeat; 30 m²/menit → ~60 L/menit) (Finishing & Coating; jmxworks.com; solecta.com); EDRO dan efisiensi >99,8% (jmxworks.com); peran UF terhadap konduktivitas dan permeat bersih (PPG; ecoatline.com); desain/operasi UF (prefilter 25 µm; duplex/quadruplex; 16 elemen; backwash; CIP pH≈2 atau kaustik; soft‑start; DP gauge) (jmxworks.com; Finishing & Coating; Finishing & Coating; Finishing & Coating; Finishing & Coating); mikroba/biocide (Kathon 0,2–0,3% mingguan; H₂O₂ 0,2–0,5%; silver nitrate; flush mingguan/dua mingguan; ganti anolyte 2–4 minggu; UV di jalur DI; dampak bakteri pada curing/gloss; resistivitas/konduktivitas anolyte terkait alga) (finishing.com; finishing.com; finishing.com; finishing.com; finishing.com); anolyte/catholyte & pH/konduktivitas (anolyte pH≈2–3; fungsi; pH bak ~5,7–6,0; anolyte 300–5.500 µS/cm; alir 1–3 L/menit/sel; bak ~1.200 µS/cm ±300) (Membracon; Membracon; finishing.com; finishing.com; ecoatline.com; ecoatline.com); efek konduktivitas pada ketebalan (target permeat <50 µS/cm; makeup DI/RO <5 µS/cm; 20–25 µm di 20°C; >1.500 µS → >35 µm; <900 µS → tipis) (ecoatline.com; ecoatline.com; ecoatline.com); penghematan air/ekonomi & regulasi Indonesia (solecta.com; solecta.com; has-environmental.com); serta telaah teknis relevan (ScienceDirect).
Ringkasnya: lini e‑coat yang ditata rapi—UF yang terukur, perawatan membran disiplin, biocide yang terkendali, anolyte/catholyte yang on‑spec—akan memulihkan cat hampir sempurna, menutup loop bilas, dan menjaga rentang pH/konduktivitas yang menghasilkan film bebas cacat. Mengabaikan salah satu unsur itu cepat berujung fouling, kualitas turun, atau risiko sanksi—konsekuensi yang jauh lebih mahal ketimbang biaya menjaga sistem tetap “fit”.
