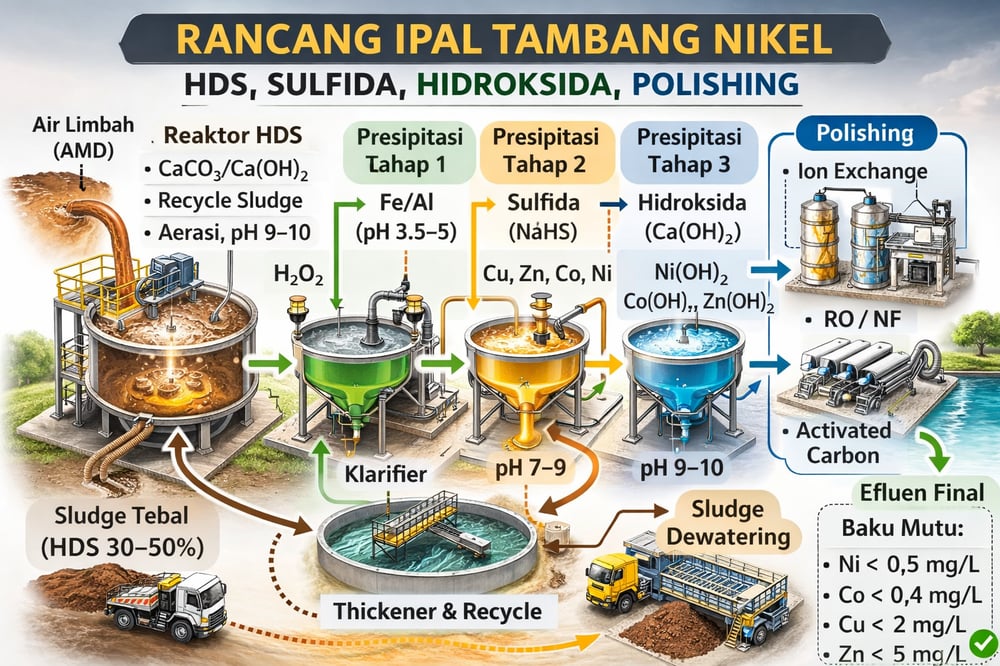
Desain pabrik pengolahan air limbah tambang nikel kini bertumpu pada high-density sludge (HDS), rangkaian presipitasi multi‑tahap, dan polishing akhir seperti ion exchange atau RO untuk mencapai sisa logam hingga sub‑ppm.
Di tengah dorongan produksi nikel global, satu hal tak bisa dinegosiasikan: air buangan yang nyaris bebas logam. Kuncinya ada pada tiga serangkai teknik: netralisasi berbasis high‑density sludge (HDS), presipitasi kimia multi‑tahap yang selektif, dan polishing akhir yang mampu menekan kandungan hingga sub‑ppm.
Hasilnya bukan basa-basi. HDS yang digabung presipitasi berjenjang rutin mencapai >90–99% penyisihan logam terlarut (Fe, Al, Mn, Ni, Co, dll.) jika pH dikendalikan, dengan upgrade polishing untuk menyentuh batas sangat rendah. Standar Indonesia (Permen LH 09/2006) menuntut Ni ≤0,5 mg/L, Co ≤0,4 mg/L, Cu ≤2 mg/L, Zn ≤5 mg/L untuk air limbah bijih nikel (ro.scribd.com), dan desain ini dibangun untuk memenuhinya.
HPAL Nikel: Sensor Real-Time Pangkas Asam & OPEX
Inti proses HDS dan parameter kunciHDS (high‑density sludge, proses netralisasi berbasis kapur) menambahkan batu kapur/dolomit (CaCO₃) dan kapur tohor terhidrasi (Ca(OH)₂) bersama lumpur daur ulang (recycle) di reaktor beraduk kuat dan diaerasi. Lumpur daur ulang memberi situs nukleasi; aerasi mengoksidasi Fe²⁺→Fe³⁺; kenaikan pH (sering 8–10) menghidrolisis logam terlarut hingga mengendap sebagai gipsum (CaSO₄·2H₂O), hidroksida/oksida Fe/Mn, dan hidroksida logam berat. Detail ini konsisten dengan kajian Sukati dkk. yang melaporkan padatan HDS 15–70% dengan densitas kering 1,05–1,37 g/cm³, dibanding ~5% pada lumpur kapur konvensional (www.mdpi.com).
Vendor HDS seperti SGS menyatakan, menaikkan padatan lumpur dari ~2% menjadi ~30% dapat memangkas volume lumpur >95%, lalu dalam hitungan hari lumpur “mengering” ke >50% padatan dan stabil secara mekanis (bahkan bisa menopang pijakan) (www.sgs.com) (www.sgs.com). Skala industrinya besar—“20 ton HDS per ML AMD” dikutip di coalfields, setara ribuan ton per hari—sehingga reduksi volume menjadi krusial (www.mdpi.com).
Secara kinerja, instalasi HDS komersial (mis. goldfields Afrika Selatan) rutin menghilangkan >90–99% logam terlarut dengan kontrol pH; reaktor biasanya dioperasikan pada pH ≈9–10,5 sehingga kebanyakan logam transisi (Ni, Co, Zn, Cu) mengendap sebagai hidroksida (www.mdpi.com) (www.sgs.com). Studi bertahap juga menunjukkan ~99,8% Fe dan >94% ko‑presipitasi Cu/Zn dengan oksidasi dan step pH yang berurutan (www.researchgate.net), mengindikasikan Ni/Co berperilaku serupa pada pH tinggi.
Secara praktis, desain HDS mencakup reaktor pencampur kapur dan aerasi, sistem flokulasi/klarifikasi, serta pengembalian underflow penebal (thickener) ke tangki campur. Nilai rancang lazim (acuan EPA/pertambangan) menggunakan rasio recycle ~0,5–1,0×debit dan dosis hingga ~8–15 kg Ca(OH)₂/m³ efluen bergantung keasaman (www.mdpi.com) (nepis.epa.gov). Endapan gipsum/oksida yang stabil menekan risiko dan umumnya memenuhi klasifikasi (sering non‑B3) (www.mdpi.com).
Untuk kendali bahan kimia presisi (kapur, oksidan, NaHS), penggunaan pompa dosis seperti dosing pump membantu menjaga set‑point pH dan beban reagen sesuai desain.
Presipitasi logam bertahap yang selektif
Setelah netralisasi massal, rangkaian presipitasi kimia multi‑tahap memoles logam tersisa dengan menargetkan rentang pH kelarutan (pH‑solubility) tiap spesies. Pemisahan tahap menaikkan efisiensi total sekaligus menjaga kemurnian lumpur antar tahap.
Tahap 1: Hidroksida Fe/Al
Pasca netralisasi awal, pH disetel moderat (≈3,5–5) untuk mengendapkan Fe dan Al sebagai Fe(OH)₃/Al(OH)₃—sering tercapai di reaktor HDS pertama. Oksidasi Fe²⁺ menjadi Fe³⁺ dengan H₂O₂ dosis kecil mempercepat presipitasi; >99% Fe dilaporkan terambil pada pH ~3,5–4 (www.researchgate.net). Banyak ko‑kontaminan ikut mengendap; misalnya, 95% Zn dapat ko‑presipitasi pada pH 6–8 (www.researchgate.net).
Pisahan padat‑cair di tiap tahap umumnya memakai unit klarifikasi/penebalan; aplikasi seperti clarifier mempercepat settling dan menjaga jejak padatan di efluen rendah.
Blueprint WWTP Tambang Nikel: SCADA IoT 24/7 dan Suku Cadang Kritis
Tahap 2: Presipitasi sulfidaPada tahap berikutnya, sulfida terlarut (NaHS/Na₂S) ditambahkan, atau H₂S digenerasi dengan kontrol pH yang ketat, untuk mengendapkan logam “lunak” sebagai sulfida pada pH ~7–9. Karena K_sp (konstanta kelarutan) sulfida jauh lebih kecil daripada hidroksida, langkah ini efektif memangkas sisa ppm. Contohnya, pasca presipitasi awal, penambahan NaHS mampu menghilangkan >90% Cu dan Zn; sebuah studi memberi 1 g/L NaHS pada pH ~3,5–4 lalu menaikkan pH ke 9 dan memulihkan ~94% Cu serta 96% Zn (www.researchgate.net). Di air limbah tambang nikel, langkah ini akan mengendapkan sebagian besar Cu/Co/Ni sebelum hidroksida akhir; NiS memiliki kelarutan ~10⁻²¹, jauh di bawah Ni(OH)₂ ~10⁻¹⁴.
Tahap 3: Hidroksida akhir pH tinggi
Setelah sulfida, pH dinaikkan ke ~9–10 dengan Ca(OH)₂ untuk mengendapkan sisa Ni(OH)₂, Co(OH)₂, Zn(OH)₂, dan residu logam lain; dosis Ca(OH)₂ atau MgO dapat digunakan di ujung tahap ini. Tiap tahap dipisahkan dengan klarifikasi/penebalan sederhana. Usai Tahap 3, efluen pada umumnya telah “bersih” dari logam target; residu Ni <0,1–0,5 mg/L lazim, bergantung beban awal. Daur ulang lumpur ala HDS terus dipertahankan untuk “seeded crystallization”, meningkatkan densitas dan memangkas volume, sekaligus “de‑coupling” antar tahap menjaga kemurnian lumpur (mis. Fe vs. Zn/Ni) sehingga berpotensi diekstraksi kembali.
Polishing akhir untuk batas sangat rendah
Meski presipitasi berjenjang agresif, jejak logam kerap mendekati ambang regulasi. Untuk memenuhi Permen LH 09/2006 (Ni ≤0,5 mg/L; Co ≤0,4 mg/L; Cu ≤2 mg/L; Zn ≤5 mg/L) (ro.scribd.com), tahap polishing menjadi kebutuhan.
Ion exchange (penukar ion) dengan resin kation basa kuat efektif menyerap sisa Ni, Co, dan kation divalen lain. Data historis menunjukkan Ni turun ke <0,4 mg/L di efluen terolah (nepis.epa.gov), dengan regenerasi yang hanya menghasilkan brine pekat dalam volume kecil. Implementasi praktisnya lazim memakai media seperti ion exchange resin di kolom polishing bertekanan.
Alternatifnya, membran bertekanan—nanofiltration (NF) atau reverse osmosis (RO)—menolak garam dan logam terlarut; NF/RO lazim dipakai di industri pelapisan logam untuk efluen nyaris nol logam (www.mdpi.com). Dalam praktik, satu tahap RO pasca presipitasi menghasilkan permeat berkualitas tinggi (<μg/L logam) dan konsentrat kecil yang bisa didaurkan kembali ke presipitasi. Meski boros energi dan biaya, RO menjamin kelulusan batas sangat ketat (sering <0,01 mg/L untuk reuse). Penerapan NF dapat dikemas melalui platform seperti nano‑filtration, sementara RO air payau di aliran industri bisa memanfaatkan brackish‑water RO; pretreatment dapat disiapkan dengan ultrafiltration bila dibutuhkan.
Adsorpsi juga tersedia: karbon aktif atau media penangkap logam (mis. oksihidroksida besi, bone‑char, atau polimer khelat) berkafinitas tinggi terhadap Ni²⁺ pada pH netral; tanah liat alami/adsorben berbasis besi telah diuji untuk menurunkan Ni hingga sub‑0,1 mg/L meski kapasitas bervariasi (www.mdpi.com) (nepis.epa.gov). Dalam aplikasi polishing granular, media seperti activated carbon kerap menjadi opsi.
Karena operasi nikel Indonesia sering membuang ke laut atau sungai berregulasi ketat, efluen akhir diharapkan praktis bebas logam (atau setidaknya <0,5 mg/L Ni). Banyak pabrik internasional menggabungkan polishing—misalnya train ion exchange lalu RO. EPA (1980) mencatat kombinasi presipitasi + polishing (ion exchange atau RO) telah menjadi standar untuk efluen smelter/semi‑logam (nepis.epa.gov) (nepis.epa.gov). Pemilihan tahap akhir selalu berbasis uji: jika sisa Ni ~0,2 mg/L pasca Tahap 3, kolom resin mampu menurunkannya ke <0,05 mg/L; kinerja dipantau (sering otomatis) agar target pembuangan berada di bawah 100% dari ambang.
Untuk penyebaran dan integrasi, paket membrane systems yang menggabungkan NF/RO/UF memudahkan modularisasi polishing dan manajemen konsentrat.
Desain fasilitas dan pengoperasian
Unit terpusat menempatkan reaktor HDS (pencampuran kapur dan aerasi), sistem flokulasi/klarifikasi, rangkaian presipitasi sulfida dan hidroksida akhir, serta modul polishing. Masing‑masing tahap memisahkan lumpur via klarifier/penebal sederhana; underflow dikembalikan untuk seed recycle HDS. Dosis kapur dapat mencapai ~8–15 kg Ca(OH)₂/m³ efluen sesuai beban asam, dengan recycle ~0,5–1,0×debit (www.mdpi.com) (nepis.epa.gov). Praktik industri melaporkan HDS menggantikan instalasi kapur konvensional sejak ~2000‑an karena biaya pembuangan lebih rendah dan performa jangka panjang yang lebih baik (www.sgs.com) (www.mdpi.com).
Grinding vs Recovery: Mengunci Laba Nikel dari ROM ke Konsentrat
Kinerja dan kepatuhan hasil akhirDengan rancangan yang tepat, >99% Ni dan logam lain dapat dihilangkan. Ilustrasi konservatif: jika Ni umpan 100 mg/L, presipitasi berjenjang menurunkannya menjadi ~1–2 mg/L, dan polishing membawa ke <0,5 mg/L atau lebih rendah. Padatan lumpur mencapai ~30–50% bobot kering, memangkas volume pembuangan ~90%+ (www.sgs.com). Kepatuhan dibuktikan lewat pemantauan efluen berkala terhadap standar KLHK dan pemerintah daerah—misalnya Ni ≤0,5 mg/L dan Co ≤0,4 mg/L (ro.scribd.com).
