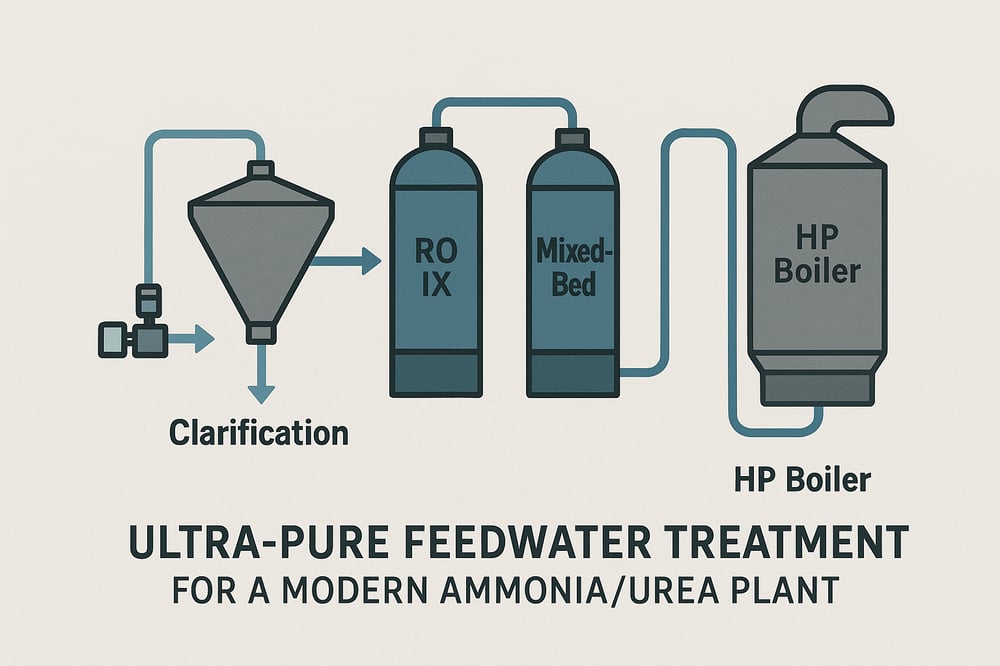
Modern ammonia/urea units run high‑pressure steam at 1500–2000 psig, yet a mere 0.02 mg/L of silica in steam can glass‑coat turbines. Engineers are answering with a three‑stage boiler feedwater design that starts with clarification, passes through RO or ion exchange, and finishes with mixed‑bed polishing.
High‑pressure boilers in ammonia/urea plants demand ultra‑pure feedwater to avoid scale, corrosion, and carryover. Industry guidance for 1500–2000 psig (pounds per square inch gauge) systems calls for dissolved O₂ below 0.007 mg/L, iron and copper under 0.01 mg/L, negligible hardness, and tight pH control (studylib.net). Silica is especially unforgiving: at high pressure it volatilizes and re‑deposits as hard, glassy scale, so plants target well under 0.02 mg/L (20 µg/L) to protect turbines (lenntech.com; studylib.net).
In practice, boiler and attemperation water must have SiO₂ below 0.02 mg/L and sodium under 0.01 mg/L (studylib.net). Typical natural waters carry 1–100 mg/L of silica, making multi‑stage demineralization non‑negotiable (lenntech.com).
Pretreatment: clarification and filtration
The first job is particulate control. A coagulation/flocculation clarifier can knock out more than 80–90% of suspended solids, often dropping turbidity from tens of NTU (Nephelometric Turbidity Units) to under 10 NTU (lautanairindonesia.com; watertech.blog). Plants pair coagulant and polymer feeds with clarifiers, dosing through dosing pumps and, where needed, selecting coagulants and flocculants suited to the source.
Multi‑media filters then polish the clarified water. Polymer‑aided sand filtration can achieve turbidity below 0.2 NTU, a desirable target to protect downstream exchangers and membranes (watertech.blog). Engineers routinely specify sand media with anthracite caps, and add activated carbon when organics or residual oxidants are present.
Indonesian raw waters commonly bring high dissolved iron/manganese that must be oxidized and filtered. Oxidation media such as greensand are widely used; case experience in Java shows iron removal above 20 mg/L using such media (lautanairindonesia.com). Plants address this step with greensand iron filters and guard filtration using cartridge filters ahead of membranes. A well‑designed pretreatment train aims for final turbidity under 1 NTU (ideally far below 0.5 NTU) and Fe/Mn under 0.05 mg/L before demineralization.
Deaeration and oxygen scavenging
Dissolved oxygen must be stripped to protect carbon steel. Steam‑heated deaerators routinely drive O₂ below 0.007 mg/L (studylib.net). Any residual oxygen is scavenged—traditionally with hydrazine or nobler amines—supported in many programs by oxygen scavenger blends.
High‑pressure boiler chemistry further steers plants toward volatile alkalinity programs (“use only volatile alkaline materials”) to avoid introducing non‑volatile salts (studylib.net). Feedwater pH control is typically managed with neutralizing amines and, where appropriate, alkalinity control agents.
Primary demineralization: ion exchange path
Traditional ion exchange (IX) uses a strong‑acid cation exchanger (H⁺ form) followed by a strong‑base anion exchanger (OH⁻ form) to remove non‑volatile ions—including negative silica species—and produce demineralized water. Bench‑scale data show hardness reduction from roughly 200–250 mg/L as CaCO₃ to about 10 mg/L and TDS from roughly 400–500 mg/L to about 75 mg/L, with final pH near 7.3 (researchgate.net; researchgate.net). Large plants often install parallel trains to allow regeneration without interrupting flow, since regeneration requires concentrated acid and caustic, generating brine waste.
System designs range from softeners for upstream hardness removal to two‑bed systems and packaged demineralizers. Resin choices—including strong/weak cation and anion types—are selected from ion exchange resins, and complete engineered trains are available as IX systems.
Primary demineralization: reverse osmosis path
Reverse osmosis (RO) has become a favored alternative at high throughputs because it slashes regenerant chemical use. With >90–95% ion rejection, RO can cut permeate TDS to roughly 10–50 mg/L, depending on the feed (researchgate.net). Typical trains run one‑ or two‑stage RO, often after decarbonation.
Membranes demand careful pretreatment—turbidity well below 0.5 NTU, hardness control, and antiscalant—so engineers lean on ultrafiltration pretreatment when surface waters dominate, pair arrays with membrane antiscalants, and provision clean‑in‑place skids using membrane cleaners. Hardware ranges from integrated membrane systems to brackish‑water RO skids populated with UF/RO elements. RO produces a high‑salinity reject stream that must be managed.
Trade‑offs are real. In one analysis comparing IX and RO (with clarification and decarbonation retained), replacing IX with RO increased raw water intake by roughly 17.5% and blowdown volume by about 150%, while cutting the salt load in waste by 20–30× (researchgate.net). The authors emphasize weighing energy against chemical and waste disposal costs (researchgate.net).
Final polishing: mixed bed and EDI
To meet ultra‑pure targets, primary permeate flows to a mixed‑bed ion exchanger or an electrodeionization (EDI) unit. Mixed beds—a blended cation/anion resin bed—pull residual ions down to parts‑per‑billion (ppb) levels, routinely delivering conductivity near 18.2 MΩ·cm (about 0.055 µS/cm at 25 °C) and driving silica below 0.01 mg/L, satisfying the <0.02 mg/L silica requirement for steam and attemperator service (lenntech.com). Plants deploy packaged mixed‑bed polishers for this step; EDI offers continuous polishing without chemical regeneration but requires very clean feed (researchgate.net). Hardware ancillaries—like stainless housings and valves—are typically bundled as water treatment ancillaries.
Example figures for a mid‑size unit
For a 300–500 t/h steam urea plant, raw water TDS can sit in the hundreds of mg/L, with hardness above 200 mg/L (researchgate.net). After pretreatment and IX/RO, feedwater quality lands around calcium and magnesium ≈0 mg/L, silica far below 0.02 mg/L, sodium under 0.01 mg/L, and conductivity at or below about 1 µS/cm. In one study, filtration plus IX plus mixed bed delivered pre‑polish hardness around 10 mg/L and TDS around 75 mg/L; after polishing, values approached zero (researchgate.net).
Steam purity, cycles, and blowdown
With ultra‑pure makeup, boilers can run at higher cycles of concentration (CoC), cutting blowdown and fuel use. Industry notes that RO/EDI‑treated feedwater “allows boilers to run at much higher [cycles of concentration]” (chemaqua.com). As a rule‑of‑thumb example, increasing cycles from about 3× to about 6× roughly halves blowdown flow (about 33% vs about 17% of feed). In many programs this enables cycles above 5–6×—often targeted at 8–10× or higher—versus the 3–4× typical with high raw hardness; makeup water demand can fall by 20–30% or more.
Silica management and asset protection
By holding outlet silica below 0.02 mg/L in steam through extremely low feed silica—including attemperation water—the plant avoids hard, low‑conductivity silica deposits that are “difficult to remove” and implicated in tube failures (lenntech.com). Mixed‑bed polishing is the workhorse here; “in practice, a properly run mixed‑bed produces final water with only parts‑per‑billion of total cations/anions.”
Chemicals, waste, and compliance
The system’s environmental footprint depends on core demineralization. A full IX design consumes acid/caustic for regeneration and yields concentrated brines, whereas an RO design uses more energy and produces a significant high‑salinity reject stream but far less regenerant chemical waste (researchgate.net). The IX‑to‑RO swap scenario cited above—~17.5% more raw water, ~150% more blowdown, 20–30× lower salt load—illustrates the trade space.
Cleaner feedwater reduces TDS and chloride discharged in blowdown, aiding regulatory compliance. Indonesian industrial effluent rules (e.g., Permen LH) apply, so minimizing blowdown is advantageous. The region’s momentum is evident: the Asia‑Pacific boiler treatment chemicals market is growing at above 6% per year (mordorintelligence.com).
Design checkpoints for utility teams
Targets and references are consistent: ≤0.007 mg/L dissolved oxygen; Fe and Cu each under 0.01 mg/L; negligible hardness; spray/attemperator water silica under 0.02 mg/L (studylib.net; studylib.net). Pretreatment should consistently hit turbidity below 1 NTU (preferably far below 0.5 NTU) and Fe/Mn under 0.05 mg/L before demin; polymer‑enhanced filtration can achieve turbidity below 0.2 NTU (watertech.blog).
For membranes, pretreatment, hardness control, and antiscalant are mandatory; for IX, plan regeneration logistics and brine handling. Final polishing relies on mixed‑bed units or EDI, with stainless guard stages (e.g., cartridge housings) common before the polishers.
The practicalities are well documented across case work and industry notes, including Indonesian experience with oxidation media for Fe/Mn removal and sustained online turbidity below 0.2 NTU from polymer‑aided filters (lautanairindonesia.com; watertech.blog). With these controls, plants consistently deliver feedwater where Fe is under 10 ppb (parts per billion), hardness is essentially zero, and SiO₂ is under 0.01 mg/L (studylib.net).
