A data‑driven blueprint shows how to turn fiber‑laden, high‑COD weaving and spinning wastewater into compliant discharge: rigorous screening, targeted coagulation/flocculation, then biological polishing.
Textile spinning/weaving effluent arrives thick with solids and organics. Reported ranges for general textile wastewater span BOD5 (biochemical oxygen demand over 5 days, a measure of biodegradable load) at 80–6,000 mg/L, COD (chemical oxygen demand, total oxidizable load) at 150–12,000 mg/L, and TSS (total suspended solids) at 15–8,000 mg/L (iwaponline.com). Loads are driven by fibers, starch/sizing agents, oils and grease from spinning, plus dyes or auxiliaries.
A cotton denim mill case puts numbers to it: raw COD 750–1,800 mg/L with pH ~10–13 (press-filter.com). Indonesian regulations (Permen LHK No.5/2014, amended) set strict textile effluent limits on BOD, COD, TSS, color, and more (saka.co.id). In practice, meeting these standards typically requires multi‑stage treatment.
Influent characterization and regulatory anchor
The system design starts from that high‑variability baseline (BOD5 80–6,000 mg/L; COD 150–12,000 mg/L; TSS 15–8,000 mg/L: iwaponline.com) and local limits defined by Permen LHK No.5/2014 for textile discharges (saka.co.id). Multi‑stage treatment is not optional at these loads; it is structural to compliance.
Screening and fiber interception
The first barrier is screening to protect downstream units. Coarse bar or drum screens with gaps ~3–10 mm capture large debris and entangled fibers; finer screens with openings ~6–25 mm, or even microscreens <2 mm, remove smaller particulates (waterandwastewater.com). Modern textile facilities often deploy sequential coarse and fine screens; the coarse device lifts lint and large fibers, and the fine or micro‑screen catches remaining textile fragments (waterandwastewater.com).
Screening “safeguards” pumps and clarifiers by removing coarse solids (waterandwastewater.com), and well‑designed systems can remove the majority of visible fibers and >80% of particulate load. Plants commonly pair a coarse manual screen with a continuous automatic screen inside a broader wastewater physical separation step to stabilize flows for chemistry downstream.
Coagulation/flocculation chemistry
After screening, chemical coagulation/flocculation targets suspended solids and part of the organic load. Common coagulants include inorganic salts (ferrous sulfate, ferric chloride, alum) and polyaluminum coagulants (PAC), often paired with polymer flocculants; typical dosing is on the order of 0.5–2 g/L of metal salt. One denim mill added ferrous sulfate at 800–1000 mg/L at pH ~9.5–11 to decolorize and reduce COD (press-filter.com). Accurate feed control with a dosing pump is essential for stable jar‑test‑validated setpoints.
The mechanism is charge neutralization and sweep‑floc formation: charged dye/organic colloids bind metal hydroxides and coalesce. In a laboratory study, ferric chloride and PAC removed up to ~99% of textile fiber particles from water at moderate doses (mdpi.com). In practice, this stage can achieve 70–90% TSS removal and substantial color reduction (e.g., ≥50%). In the cited case, after coagulation and sedimentation the removal step delivered ~60% color removal and >40% COD reduction (press-filter.com), with effluent COD at 600–900 mg/L from 1000–2000 mg/L inlet (press-filter.com).
Operationally, that chemistry is typically delivered with PAC (polyaluminum chloride) and a high‑molecular‑weight aid; linking procurement to fit‑for‑purpose products such as PAC and flocculants helps standardize jar‑test outcomes at plant scale. Settling is handled in a sedimentation unit like a clarifier, which provides the hydraulic residence for flocs to drop out.
Clarification and sludge management
Chemical treatment generates sludge—precipitated flocs of organics and metal hydroxides—and high coagulant dosages (hundreds of mg/L) can produce large volumes. The cited plant reported a large increase in sludge and added a plate‑filter press to dewater it (press-filter.com). Management options include settling, drum filters, or pressing, supported by wastewater ancillaries appropriate to chemical solids.
Biological treatment of residual organics
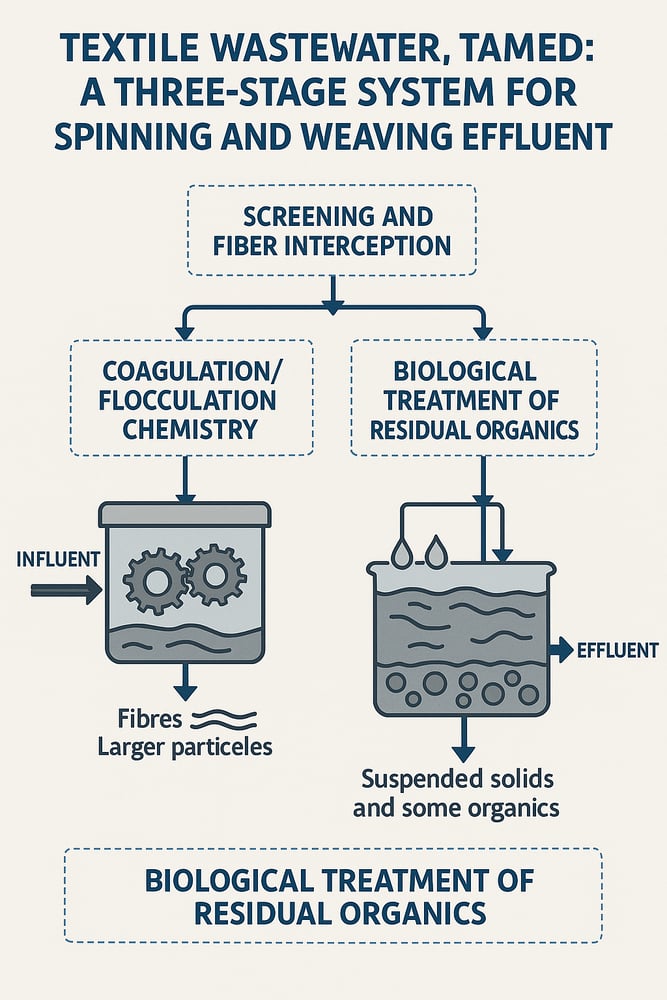
After screening and coagulation, the effluent still holds dissolved and fine‑particulate organics (residual BOD/COD) that are amenable to biological oxidation. Untreated textile wastewater can strongly inhibit microbes; in one experiment, loading 80% textile effluent (v/v) caused the sludge’s substrate degradation rate to drop ≈65‑fold (pmc.ncbi.nlm.nih.gov). Reactive dyes and surfactants can be toxic or non‑biodegradable, which is why upstream coagulation that removes much of the color and hydrophobic dyes is crucial to “de‑toxify” the feed.
An anaerobic–aerobic sequence has proven effective in practice. An initial anaerobic hydrolysis tank (e.g., UASB‑style) within a biological digestion step typically removes ~10–20% of COD for high‑strength textile wastewater (press-filter.com), but importantly converts complex organics into more easily degradable forms (press-filter.com). A follow‑on aerobic reactor—contact oxidation or an activated sludge basin with long retention and good dissolved oxygen—then degrades the majority of the remaining BOD/COD; extended aerobic treatment in the case study achieved >90% COD removal, with effluent COD ≈40–150 mg/L (press-filter.com) (press-filter.com).
Where biofilm architectures are preferred, options include moving carriers or fixed media consistent with “biofilm reactors” referenced above—choices reflected in offerings like MBBR or high‑surface‑area media. Constructed wetlands or membrane bioreactors have been used as tertiary polishing in some textile cases (though data is beyond scope here); in plants that select this route, a membrane bioreactor integrates biological oxidation with ultrafiltration for reuse‑quality effluent.
Performance envelope and optimization
Quantitatively, if coagulation reduces COD by ~40% and an optimized biological sequence removes a further ~90% of the post‑coagulation load, the overall COD removal can exceed 95%—the case cited went from >1000 mg/L raw COD to ~50–150 mg/L final COD (press-filter.com). BOD5 is typically reduced ≥90% in a full anaerobic–aerobic train, though color may persist and total decolorization usually requires advanced oxidation or adsorption.
Extensive studies confirm that, after proper pre‑treatment, biological reactors can reliably achieve >85–95% organic removal (press-filter.com) (researchgate.net). Wang et al. (2021) show that coagulation pretreatment increased the fraction of “rapid” and “easy” biodegradable organics, strengthening the case for chemistry‑first designs (researchgate.net).
Optimization notes from the field: start‑up requires acclimation of biomass to the effluent; co‑locating with municipal plants (co‑digestion) or equalization to dilute sharp spikes can mitigate inhibition. Plants deploying the full chain—screen → coagulation/flocculation → clarification → anaerobic → aerobic—routinely remove ≥80% TSS, ≥50% COD in the chemical step, and ≥90% of the remainder biologically, with effluent meeting typical textile limits (e.g., BOD <50 mg/L, COD <150 mg/L). The cited project reported stable effluent COD ~50–100 mg/L and very low SS (5–20 mg/L) (press-filter.com).
