Aerated equalization up front and an aerobic workhorse after it — often an MBBR — are emerging as the pragmatic combo for variable, high-strength textile effluent. When loads spike, some sites add anaerobic pretreatment to harvest biogas and ease the oxygen bill.
Textile finishing effluent is volatile. One shift it’s tame; the next, a dye bath sends organics and solids through the roof. Recent characterizations put influent COD (chemical oxygen demand, a measure of oxidizable organics) at ≈1,200–1,900 mg/L and BOD (biochemical oxygen demand) at ≈900–1,500 mg/L pmc.ncbi.nlm.nih.gov, with composite effluents reporting BOD ~500–1,010 mg/L and COD up to ~3,000 mg/L www.icontrolpollution.com.
The solids are punishing too: suspended solids often land around ~800–1,600 mg/L www.icontrolpollution.com. The waste stream is strongly colored and commonly alkaline (pH 7–9) because of caustic washes www.icontrolpollution.com. With processes consuming on the order of 50–120 L/kg of fabric, a medium-sized plant produces hundreds of cubic meters per day wgbis.ces.iisc.ac.in. In many jurisdictions (e.g., Indonesian PermenLH for textiles, noted below), treated effluent targets put BOD in the tens of mg/L, effectively demanding >90% organic removal.
Influent variability and treatment targets
Designers are building to that reality: a front-end equalization basin to buffer flows and loads, followed by aerobic biology — conventional activated sludge (CAS) or MBBR (Moving Bed Biofilm Reactor) — to drive down BOD/COD. The aim is to reliably cut BOD/COD by roughly one order of magnitude, e.g., ~2,000→~200 mg/L, and then polish for color or disinfection as needed.
Upstream of the biology, simple screening/degritting helps protect the process; many plants standardize this with physical separation equipment waste-water-physical-separation, including manual bar screens in low-automation sites manual-screen.
Equalization tank design and benefits
A flow-equalization tank is essential to dampen the large swings inherent to batch dyeing and rinsing. As Eckenfelder (2000) and others note, equalization “dampen[s] organic load fluctuations to avoid shock loading,” smooths pH swings, and provides continuous flow during production stops www.informedchoicematrix.net. By evening out peaks, it can significantly reduce downstream reactor sizing; steady feed improves treatment stability and lowers the peak design load for subsequent units www.informedchoicematrix.net www.informedchoicematrix.net.
In practice, the basin is sized for several hours to a full day of average flow (often ~250–500% of the average hourly flow) so that surges are buffered. It is typically mixed or aerated to prevent stratification and odors; coarse-bubble aeration or mechanical mixing is recommended “to operate as a variable-inflow/constant-discharge tank,” which also avoids anaerobic zones www.informedchoicematrix.net www.informedchoicematrix.net. The upshot: an aerated equalization tank eliminates or minimizes shock loads (keeping the food:microorganism ratio stable), yields a constant pH/pollutant feed, and reduces the capacity needed in the downstream bioreactors www.informedchoicematrix.net www.informedchoicematrix.net. For mixers, blowers, and level control, operators often bundle standard ancillary gear waste-water-ancillaries.
Aerobic biological options: CAS and MBBR
After equalization (and any screening/degritting), the effluent enters an aerobic stage. CAS (conventional activated sludge, a suspended-growth process) is well understood and can remove ~80–90%+ of BOD/COD. One pilot treating textile wastewater with average influent COD ~2,000 mg/L achieved ≈83% COD removal (down to ~350 mg/L effluent) at an organic loading rate (OLR) of 1 kg COD·m^-3·day^-1 and long sludge ages/higher MLSS; it required robust sludge settling www.mdpi.com. CAS drawbacks include large basin volumes and aeration energy, substantial excess sludge (~0.4–0.6 kg VSS/kg BOD removed), and incomplete dye/color removal (often needing tertiary polishing) www.mdpi.com. Many mills specify packaged or custom systems aligned with activated-sludge design practices.
MBBR (Moving Bed Biofilm Reactor, a fixed-biofilm process with free-moving carriers) packs higher biomass into a smaller volume. In the same textile context, an MBBR run at double the loading (OLR = 2 kg COD·m^-3·day^-1) matched CAS on COD removal (~82%) while operating at roughly half the hydraulic retention time (HRT, the average time water spends in a reactor) — about 1 day HRT for MBBR versus 2 days for CAS www.mdpi.com www.mdpi.com. That MBBR produced ~180 mg/L COD effluent (82% removal), comparable to CAS’s 83% removal www.mdpi.com, and removed 73% of TSS versus 66% for CAS, with significantly less basin volume www.mdpi.com. A pilot MBBR even reported 86% COD removal (but only 50% color removal) as a single stage www.mdpi.com. Systems are commonly specified under moving-bed-bioreactors-mbbr with high-surface-area carriers such as honeycomb-bio-media.
Cost and sludge considerations for MBBR
From a business perspective, MBBR often wins on footprint and capital cost. One study found the MBBR system’s CAPEX was ≈68% lower than a membrane bioreactor (MBR) alternative, while OPEX (energy, chemicals) was similar www.mdpi.com. Life-cycle analysis in that work suggested lower electricity and chemical use compared to CAS or MBR (no membrane operation and lower aeration per kg treated) www.mdpi.com. Because biomass is fixed on carriers, sludge yields are much lower than in AS; most biomass stays on the carriers rather than exiting as waste activated sludge. Where membranes are chosen, plants typically reference membrane-bio-reactors-mbr specifications for reuse-grade effluent.
Anaerobic pretreatment for very high-strength streams
For extremely high-strength or highly variable wastewater, adding an anaerobic stage ahead of the aerobic plant can be advantageous. UASB (upflow anaerobic sludge blanket) and baffled reactors excel at high-loading COD removal and generate biogas. A lab hybrid-UASB treating real textile wastewater achieved ~84% COD removal and 93% BOD removal after stabilization, reducing COD from several thousand mg/L to a few hundred mg/L and easing the load on the aerobic stage banglajol.info. Anaerobic steps typically produce methane at ≈0.3–0.4 m³ CH₄ per kg COD removed under warm conditions, which can be used for heat or power.
Limits remain: anaerobic alone generally does not remove color or smaller soluble organics; heavy metals and some dye molecules are not degraded anaerobically. The common scheme, therefore, is anaerobic pretreatment followed by aerobic polishing. Practically, sites reserve anaerobic for streams with COD > ~2,000–3,000 mg/L; moderate-strength wastewater (COD <1,000 mg/L) is typically treated aerobically after equalization. For high-strength lines (e.g., desizing/mercerizing rinses), a UASB sized for ~8–12 h HRT can pre-treat; in the cited study, after favorable microbial development and careful startup (supplying COD initially), ~84% COD reduction was sustained banglajol.info. In warm climates (≈30–35°C typical of Indonesia), anaerobic rates are especially attractive; at ~0.35 m³ CH₄/kg COD, each m³ of 2,000 mg/L COD effluent with 80% COD removed can yield ~0.7 m³ methane, or ~7 kWh equivalent, helping offset energy costs. These systems are often procured under waste-water-biological-digestion.
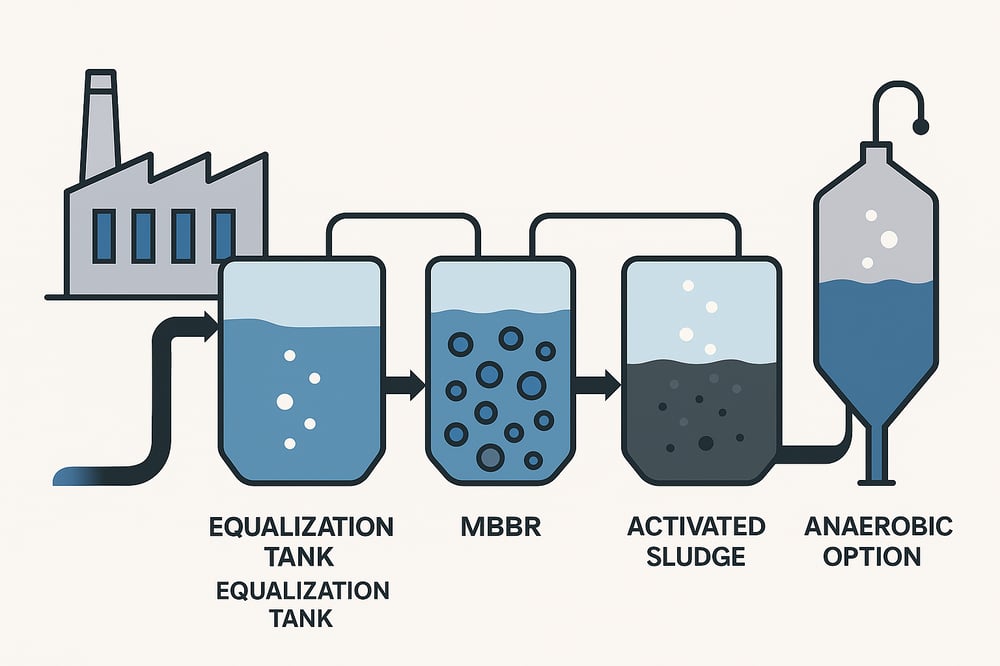
Process scheme and equipment lineup
Putting it together: Equalization tank → aerobic biological reactor (CAS or MBBR) → secondary clarifier (if AS) or media separator (if MBBR) → disinfection/reuse. For settling and solids capture after biology, mills often install a clarifier. Disinfection is commonly via low-chemical UV units specified under ultraviolet. The upstream screening step can be handled with dedicated systems waste-water-physical-separation and, where appropriate, automated rakes automatic-screen.
Performance benchmarks and compliance
Benchmarks from pilot/full-scale work frame expectations. CAS and MBBR pilots on ~2,000 mg/L COD influent removed ~82–91% of COD, producing ~170–350 mg/L effluent depending on configuration www.mdpi.com www.mdpi.com. A combined aerobic MBBR–MBR line reported 92–95% COD removal at ~1 day HRT, underscoring how compact systems can still deliver high removal pmc.ncbi.nlm.nih.gov. Anaerobic pretreatment studies on high-strength feeds reached ~80–85% COD removal, cutting COD to a few hundred mg/L before aerobic polishing banglajol.info.
Color is tougher biologically. Adsorption onto biomass gives partial color removal, with reported ranges ~50–87% for MBBR/MBR depending on setup pmc.ncbi.nlm.nih.gov www.mdpi.com, so some sites add tertiary oxidation or adsorption. Indonesian effluent guidelines (PermenLH) for textiles (cited in SAKA 2023) motivate designing to BOD in the low tens of mg/L. Countries like Indonesia encourage such solutions; textile water reuse systems in Bangladesh (with similar climate) routinely use UASB + aerobic for this reason banglajol.info pmc.ncbi.nlm.nih.gov.
For sizing, data-backed choices help: designing the aerobic basin for ~1–2 kg COD·m^-3·day^-1 OLR and ~1–2 days HRT yields effluent COD on the order of 100–300 mg/L in textile service www.mdpi.com www.mdpi.com. Designers target >90% BOD/COD removal and use pilot testing to finalize volumes and carrier fill.
Sources and documentation
All claims above are supported by recent textile wastewater engineering studies, including pilot/full-scale evaluations and process analyses pmc.ncbi.nlm.nih.gov www.mdpi.com www.mdpi.com www.mdpi.com banglajol.info, influent characterizations and water use data www.icontrolpollution.com www.icontrolpollution.com www.icontrolpollution.com wgbis.ces.iisc.ac.in, and equalization tank design guidance www.informedchoicematrix.net www.informedchoicematrix.net www.informedchoicematrix.net.
