In nickel hydrometallurgy, the most valuable flowsheet choices are also the least flashy: large gravity thickeners, counter‑current decantation (CCD) washers, and carefully tuned polymer programs. Together they decide pregnant leach solution clarity, tailings moisture — and often millions in annual costs.
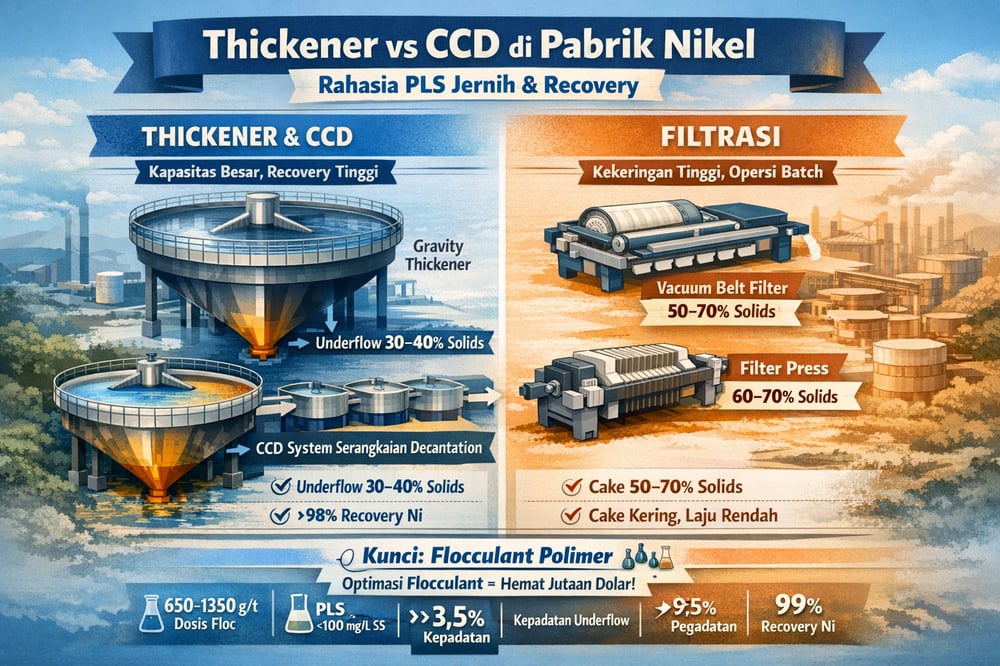
Nickel laterite processing — whether high pressure acid leach (HPAL) or heap leach — generates a high‑volume slurry that must be split into a clear pregnant leach solution (PLS, the metal‑bearing liquid) and a solid residue. The nickel industry overwhelmingly relies on gravity settling thickeners and a train of CCD washers for that job, with vacuum/pressure filters and centrifuges filling niche roles. Thickening reduces a slurry to a high‑solids underflow (e.g., 20–40% solids) and a low‑solids overflow; CCD reverses wash water against moving solids to recover entrained nickel. Filters can push to drier cakes but at higher capital and operating cost. The choice balances throughput, clarity, solids dryness, and cost and is typically guided by testwork and trials.
Gravity thickeners and performance benchmarks
Large‑diameter deep‑cone thickeners (20–50+ m) are the workhorses, delivering very high throughput (e.g., thousands of m³/h) for large nickel plants. Underflow densities typically reach 30–40% solids with polymer aid, while the overflow must be clear enough to protect downstream circuits. In analogous alumina “red‑mud” service, a “final thickener” often concentrates 6–8% feed solids to a 20–35% underflow; the same principle applies in nickel, where feed slurries (especially after neutralization) can range from 10–30% solids (source).
Thickener performance is tightly coupled to polymer chemistry. One nickel laterite case study reported an underflow increase from 36.8% to 38.1% solids after flocculant optimization — a ~1.3 percentage‑point gain (a 3.5% relative improvement) — alongside about a 20% drop in flocculant consumption and an estimated ~$1.2 million per year in process reagent cost savings due to handling less slurry (source) (source). Every single percentage‑point gain in underflow can translate to roughly $1 million per year in reagent savings in large operations (source).
CCD washers and wash recovery targets
After thickening, CCD washers — a series of thickeners operated in counter‑flow — wash entrained PLS from solids with fresh water fed to the last stage. PLS flows backward, solids move forward. In practice, 1–3 CCD stages are used in nickel plants; “1–2 stage CCD” is common and is cited as sufficient to recover more than 98% of soluble nickel from the slurry (source) (source). CCD yields a slurry underflow rather than a cake and can produce clear effluent; one optimized neutralization/CCD step achieved final overflow with only 50–100 mg/L suspended solids (source).
Flowsheets vary in stage count and disposal strategy. Patent literature describes six deep thickeners linked in CCD with the final underflow sent to a tailings filter press; thickener overflow at each stage is reused as process water, and wash water is added at the end (source). Guidance also recommends recycling 100–300% of precipitate as seed to improve floc formation in multi‑stage circuits (source).
Clear overflow is non‑negotiable for downstream units and any discharge standards. Sumitomo’s process, for example, requires the final clarifier overflow (PLS) to have less than 100 mg/L suspended solids; meeting that threshold involved dosing 650–1350 g flocculant per tonne of solids and managing dose to avoid filter cloth fouling (source) (source).
Filtration and centrifugation alternatives
Filters trade higher mechanical complexity for drier solids. Vacuum drum or horizontal vacuum belt filters (continuous) enable cake washing and typically produce cakes with ~20–30% moisture; plate‑and‑frame filter presses (batch) often deliver very dry cakes (~60–70% solids). Some nickel sulfide and laterite flowsheets wash solids on vacuum belt filters instead of using CCD (source) (source). One patent flowsheet combines both: six CCD stages followed by a tailings filter press (source).
Centrifuges (decanter or peeler types) are uncommon for main nickel tailings but appear in niche polishing steps. They can achieve 40–60% solids, yet high energy use, maintenance needs, and scale constraints limit their role in large nickel complexes. Hydrocyclones are generally reserved for classification rather than final clarification because nickel precipitation slurries contain fine colloids that settle slowly.
Flocculants as the critical lever
Chemical flocculants — typically high‑molecular‑weight polymers — are the pivotal additive that turn slow‑settling fines into fast‑settling flocs. They act via bridging and, depending on chemistry, charge neutralization. In the Solenis case, a high‑performance flocculant (Praestol 855 BS) at a large nickel laterite plant boosted underflow from 36.8% to 38.1% solids, cut polymer use by ~20%, and delivered ~$1.2 million/year savings (source) (source). Effective programs simultaneously improve underflow density and sharpen overflow clarity.
Dosage and type are system‑specific. Patent data show 650–1350 g/t solids (0.065–0.135% of solids) was normally required to reduce suspended solids to below 100 mg/L in overflow supernatant, with cited doses around 0.09–0.11 wt% of solids in one nickel circuit (source) (source). The same patent specifies a cationic flocculant for neutralization precipitates, indicating negatively charged solids (source). In other circuits, anionic polymers can be favored where colloids carry positive charge.
Where and how polymer is added matters. An inventive scheme splits dose between stages (e.g., a 90:10 split between the first feedwell and the second‑stage overflow) to extend contact time and preserve floc strength, yielding a clearer first‑stage overflow than single‑point dosing (source) (source). Conventional practice is to add a dilute polymer solution directly into well‑mixed launders or feedwells; typical solution strengths are 0.1–0.25%, though water‑in‑oil emulsions up to 5% can also be fed (source) (source). Pilot tests indicate feeding floc below the settling blanket can reduce turbulence and fines carryover, improving overflow clarity (source).
Given the centrality of polymer performance, many plants scrutinize flocculants not only for settling rate and clarity but also for shear sensitivity and consumptions across ore variability.
Flocculant selection and operating workflow
There is no one‑size‑fits‑all polymer. Selection depends on particle characteristics, pH, temperature, solids concentration, and competing ions. A practical workflow — centered on jar tests and validated in pilots — is standard in hydrometallurgy:
- Sample characterization: pH, zeta potential, particle size distribution, and competing ions are measured to understand surface charge and adsorption behavior.
- Bench jar tests: Anionic, cationic, and nonionic polymers of varying molecular weight and charge density are screened across doses. Settling rate and supernatant turbidity/suspended solids are tracked. Practitioners emphasize conducting jar tests to determine the optimal flocculant dosage (source).
- Pilot or on‑stream trials: Promising polymers are tested in pilot thickeners or plant trials; online turbidity meters validate clarity. Jar‑test results often translate well, but on‑site tuning (dose point, dilution) is typically required (source).
- Performance metrics: Underflow solids %, residual turbidity, floc size, shear sensitivity, rake torque, and blanket stability are monitored. Targets include less than 100 mg/L suspended solids in overflow where specified (source).
- Dose optimization: Find the point of diminishing returns; patent examples cite ~0.09–0.11 wt% of solids, within a broader 650–1350 g/t range in nickel circuits (source) (source).
- Full‑scale implementation and review: Underflow density and overflow turbidity are trended against polymer consumption; ore variability can require periodic retuning. The Solenis case shows that relatively small polymer changes can deliver a 3.5% underflow bump, ~20% lower polymer use, and >$1 million/year savings (source) (source).
Comparative outcomes and flowsheet trends
Across nickel hydrometallurgy, thickeners plus CCD remain the core because they are scalable and cost‑effective for hundreds of kilotonnes of slurry per day. Thickener underflow with flocculant commonly exceeds 35–40% solids (source), while CCD stages can recover >99% of metals with minimal carryover in practice (source). Filters (vacuum/belt/press) are deployed to produce cakeable solids or for extreme clarity needs and are typically used in ~30% of nickel circuits to handle specific residues or upgrade tailings dryness.
Newer “high‑density thickeners” and improved flocculants (including inorganic complexes or bio‑based options) are pushing underflow densities higher — ~45–50% solids in some cases — but the fundamental combination remains gravity plus polymer. In Indonesian laterite projects (with local environmental constraints), >95% water reuse is often mandated, implying thickeners must deliver very clear overflow; flocculant choice thus becomes critical not only technically but also for compliance.
Design details matter at the margin. For example, conventional practice is to add flocculant as a dilute solution (0.1–0.25%; water‑in‑oil emulsions up to 5% can be used) to the feedwell or well‑stirred launder (source) (source), and pilot work shows feeding below the settling blanket can leave overflow relatively free of fine solids (source). Such tuning, plus CCD staging and, where appropriate, belt or press filtration, is how sites find the “best balance of capacity and clarity.”
All of which underscores that a handful of unglamorous decisions — thickener size, CCD stage count, and the polymer program — set the tone for the entire nickel circuit. The data record that the right adjustments can be worth millions, and the references are explicit: Solenis’ case study quantifies the flocculant payoff (source) (source); separation handbooks anchor thickener performance (source); patents and technical papers spell out CCD and filtration variants, dosing ranges, split‑feed strategies, and overflow clarity thresholds (source) (source) (source) (source).
