High‑molecular‑weight flocculants and smart coagulant use are lifting underflow densities, clearing overflows, and shaving filtration times across nickel circuits. The winners: high‑density thickeners and pressure filters paired with dialed‑in reagent programs, backed by bench and pilot data.
Synthetic polymer flocculants have quietly rewritten the rules of tailings dewatering. In nickel operations handling fine, clay‑influenced slurries, these engineered molecules bridge particles into robust flocs, accelerating settling and compressing beds in a way inorganic coagulants or natural products never did (CSIRO).
That shift isn’t abstract. At one iron‑ore complex, a single modern high‑rate thickener (HRT) treating polymer‑flocculated tailings processed 5.2 Mtpa, replacing two older units. Underflow solids jumped by about 10 percentage points, pumping volumes fell 9–15%, and overflow clarity improved from roughly 8.0% solids to less than 150 ppm—making the water fully reusable (Metso case study; Metso overflow clarity).
Upstream improvements cascade downstream: bench work indicates that boosting feed solids by about 10 wt% can shorten filter cake formation times by 36–50%, a direct productivity lever for belt and press filters (CRU/BCInsight).
High‑molecular‑weight polymers in practice
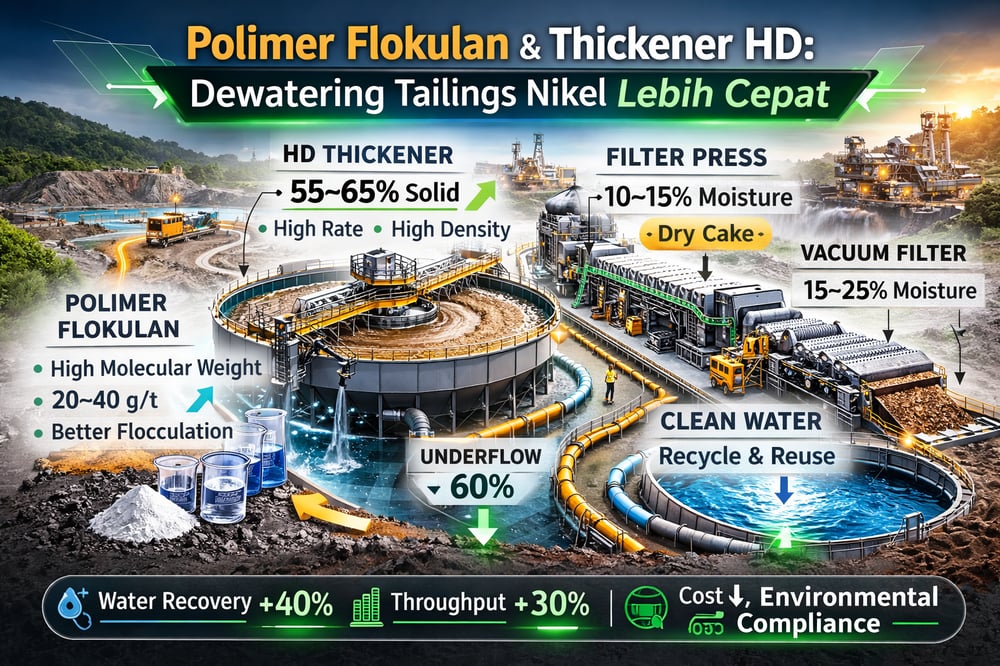
Flocculants (high‑molecular‑weight polymers such as acrylamide/acrylate copolymers) agglomerate fines via “bridging”, forming large, rapidly settling aggregates. In practice, polymer dosages on the order of 20–50 g/t are common (CSIRO). Bench‑scale tests using 20–40 g/t of cationic polymer delivered 51.5–58.4 wt% solids underflow at fluxes of 0.20–0.40 t/m²·h (flux: tonnes per square meter per hour) (Metso case study).
Optimal dosages often cluster around ~40 g/t. Beyond that, floc structures can loosen and underflow density can fall, a counter‑intuitive result that underscores the need for testing (IWA). Product selection matters: one high‑performance polymer produced denser agglomerates than conventional PAM (polyacrylamide), suggesting around 1 wt% higher underflow concentration—small on paper, crucial for paste deposition (CSIRO; CSIRO).
Operators typically source polymer programs through a dedicated flocculants supply, chosen for molecular weight and charge density fit.
Coagulant aids and overflow clarity
Coagulant aids—iron or aluminum salts—sometimes precede polymers to neutralize stubborn clays or talc. Certain high‑alumina/gypsum systems are pH‑sensitive. Even so, synthetics remain primary because their molecular weight and engineered charge deliver orders‑of‑magnitude higher settling rates than inorganic coagulants or natural starch (CSIRO; CSIRO).
When coagulant aids are deployed as part of a staged program, a site‑standard coagulants portfolio supports metal‑salt dosing without changing the thickener’s operating philosophy.
Controls matter: overdosing polymer can degrade underflow rheology, and residual polymer in recirculating water can affect flotation or downstream processes (CSIRO). Many circuits target high clarity—less than 100 ppm solids—in thickener overflow if water is reused in flotation or discharged (CSIRO; also see fines capture comments on fine quartz CSIRO), so reagent programs must ensure fines are captured.
Thickeners, vacuum filters, and presses
Gravitational thickeners—conventional, High‑Rate (HRT), and High‑Density (HDT)/paste—remain the workhorse, continuously producing a “thickened” underflow (often 40–60% solids) and recycling overflow water. HDTs, with deep beds and robust rake drives, can deliver about a 15 percentage‑point underflow solids increase versus an equivalent HRT on the same tailings (CRU/BCInsight), taking underflow from roughly 40–45% to 53–60% at sites like TISCO (Metso case study). HDTs recover about 40% more water (40% less water in the underflow) than HRTs, slashing the volume sent to filters or storage (CRU/BCInsight). Typical HRT flux with optimized flocculant is ~0.2–0.4 t/m²·h (Metso case study).
Vacuum filters work continuously. Belt filters commonly yield cakes at 75–85% solids (15–25% moisture), while ceramic disc vacuum filters—often 1–5 m diameter—push dryness to about 82–88% solids (12–18% moisture) thanks to capillary action (MDPI; MDPI). Loadings typically range ~100–1000 kg/m²·h. Reported examples include about 18% cake moisture on belt filters and roughly 16% on discs in a gold tailings project (MDPI; MDPI). New belt designs have added 4–6 wt% more solids versus conventional belts (Springer). These units depend on good flocculation to form a permeable cake; thickening that reduces the water fraction in the feed directly improves their throughput (CRU/BCInsight).
Filter presses (plate‑and‑frame or membrane) are batch pressure filters that deliver the driest cakes: typically 85–90% solids (10–15% moisture) for fine tailings, with some reports as low as 8% moisture (MDPI). They run fill‑press‑discharge cycles and carry higher capital and maintenance (cloth washing) requirements. In many designs, high‑pressure cake squeeze allows some mines to omit added flocculant (the pressing force alone extrudes water), though most still use some polymer to improve cake release (MDPI). Practical metrics include press cake moisture around 10% and residual water recovery of roughly 80–140 L/ton (MDPI).
Comparisons from industry literature place belt filters at 15–25% moisture, disc vacuums at 12–18%, and presses at 10–15% moisture, while thickener underflow (not a cake) typically runs ~50–65% solids (MDPI; MDPI; MDPI). Climate and elevation matter: high altitude or cold conditions can limit vacuum performance, nudging operators toward pressure filtration or centrifuges (Springer). Generally, thickeners are lowest capital cost when moderate dryness (for pipelines or pumped storage) is acceptable; filters recover more water and yield drier product, at higher Capex/ton and operational complexity.
Data‑driven reagent selection guide
Characterize the tailings. Measure particle‑size distribution, mineralogy (including clay content and organics), pH, ionic strength, and hardness. Very fine or clay‑rich tailings (e.g., more than 50% below 10 µm) typically need higher dose or specialized polymers. For Indonesian Ni tailings (often lateritic with oxides and clays), trials might include a cationic PAM or hydroxamate‑functional polymer to target iron oxides, alongside conventional anionic PAM (CSIRO).
Screen polymers with jar tests on representative slurries at plant‑like solids. Compare anionic versus cationic chemistries and molecular weights. Track settling rate, overflow turbidity, and floc compactability using settling columns or focused beam reflectance sensors. Practical targets include post‑floc turbidity under 100–200 ppm and strong settling flux. Polymer choice should maximize floc size and speed, with coagulants (e.g., metal salts) trialed upstream where needed.
Optimize dosage using streaming current measurement (SCM) or floc breakage tests. Increase dose until underflow solids—or bed yield stress—peaks without turbidity penalties. Field results frequently center around 20–40 g/t; overdosing can reduce underflow solids (IWA). Note that a slightly weaker floc structure can enable higher solids throughput in thickeners (CSIRO; CSIRO).
Mixing, feedwells, and instrumentation
Prepare fresh, dilute polymer solutions and use gentle mixing to avoid floc breakage. In thickeners, dose polymer into an optimized feedwell to prevent short‑circuiting and ensure uniform flocculation; modern feedwells such as WesTech’s EvenFlo design have cut dose needs and lifted underflow percent solids (CRU/BCInsight).
Automated bed level control (e.g., the Mud‑Max bed sensor) keeps the thickener operating at a stable, deeper bed, improving performance consistency (CRU/BCInsight). Accurate injection hardware supports this stability; sites commonly deploy an industrial dosing pump to hold SCM setpoints.
For filters, polymers are typically introduced so the thickener underflow (or effluent) passes over a flocculating pump for thorough mixing before cake formation.
Pilot validation and consumption control
Pilot or plant trials—metered dosing at scale or pilot filters—validate bench picks. Track underflow solids, cake moisture, slurry pipeability, and overflow clarity. Add coagulant where overflow turbidity remains high (e.g., pre‑coagulation with FeCl₃ or alum) and continuously monitor flocculant efficiency: many tailings plants run around 0.02–0.04 kg polymer per tonne of solids (Metso case study); large deviations warrant retesting.
Chemistry‑equipment alignment
Match chemistry to the dewatering step. Gravity thickening rewards high settling rates and compressible flocs (often higher dose and sometimes cationic modifiers). Vacuum filters need flocs that form permeable cakes with adequate voids for drainage. Filter presses target maximum dryness; many full‑scale presses operate with minimal polymer, relying on pressure to expel water, with polymer use focused on cake release and handling (MDPI).
Targets, monitoring, and compliance
Set concrete targets and track them: thickener underflow ≥55% solids, vacuum cake ≤20% moisture, filter press cake ≤12% moisture, overflow turbidity under 200 ppm. If overflow clarity worsens, re‑examine polymer choice or add a coagulant; if underflow solids drop, reduce polymer to avoid over‑flocculation that expands slimes and lowers density (IWA).
In Indonesia, mining regulations prioritize water recycling and reducing tailings pond discharge. Effective dewatering supports those goals. Ensure inorganic coagulants meet discharge limits and monitor for residual polymer in recycled water (typically captured by solids, but verify below 1–2 mg/L). For dry stacking, dewatered tailings should meet geomechanical specifications—around 12–15% moisture for compaction to 95% Proctor (MDPI).
Where gravity clarification steps are integrated into water circuits, practices mirror those of a clarifier targeting suspended solids removal to protect flotation and discharge quality.
Source notes and references
Synthetic, high‑molecular‑weight polymer flocculants revolutionized mining thickening versus earlier coagulants or natural products (CSIRO), enabling much higher throughputs and smaller thickeners (CSIRO). Bench‑scale thickening at 20–40 g/t cationic polymer achieved 51.5–58.4 wt% underflow at 0.20–0.40 t/m²·h flux (Metso case study), with optima near ~40 g/t—higher doses can loosen flocs and reduce underflow density (IWA). A high‑performance polymer produced denser agglomerates and about 1 wt% higher underflow than conventional PAM (CSIRO; CSIRO). Coagulant aids (iron or aluminum salts) can precede polymers; overdosing polymer can affect rheology, and residual polymer can impact flotation (CSIRO). Overflows often target less than 100 ppm solids (CSIRO; fines capture considerations CSIRO).
Performance examples include the 5.2 Mtpa polymer‑treated HRT that replaced two older thickeners, increased underflow by ~10 percentage points, cut pumping 9–15%, and improved clarity from ~8.0% solids to <150 ppm (Metso case study; Metso overflow clarity). Upstream solids gains of ~10 wt% can reduce filter cake formation times by 36–50% (CRU/BCInsight). HDTs can add ~15 percentage points of underflow solids versus HRTs and recover about 40% more water (CRU/BCInsight; CRU/BCInsight). Vacuum belt filters commonly produce 15–25% moisture cakes; ceramic discs 12–18%; filter presses 10–15% (some reports 8%), with presses recovering about 80–140 L/ton of water (MDPI; MDPI; MDPI; MDPI). New belt technologies improved cake solids by 4–6 wt% versus conventional belts, while high altitude or cold climates can limit vacuum effectiveness, making pressure filtration or centrifuges preferable (Springer; Springer).
Feed system and control references include EvenFlo feedwells and Mud‑Max bed sensors (CRU/BCInsight; CRU/BCInsight), and typical tailings flocculant consumption around 0.02–0.04 kg/t solids (Metso case study).
Sources: Industry and peer‑reviewed studies from CSIRO, Metso (Outotec) case studies, and recent filtration/tailings research were used for data and benchmarks (CSIRO; Metso case study; Metso case study; Metso overflow clarity; CRU/BCInsight; Springer; MDPI; MDPI; MDPI; IWA).
