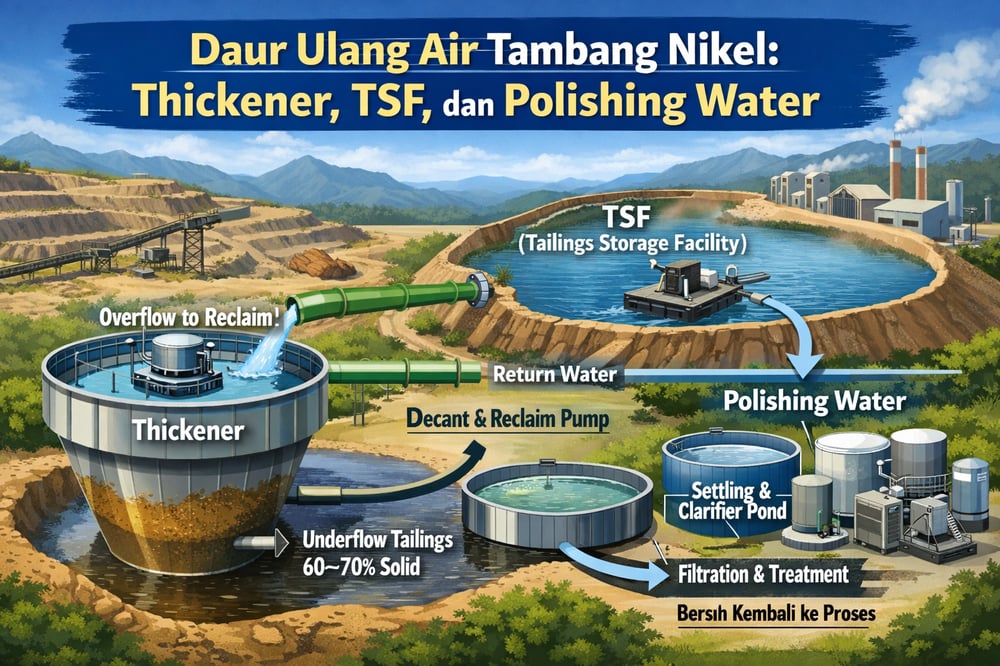
A clear‑water reclaim system at the thickener and the tailings storage facility (TSF) is turning waste streams into a primary water source—often recycling 80–90% of the circuit and, in many plants, topping 90% reuse. The catch: designing the right pumps, pipes, and polishing steps to strip residual reagents and dissolved metals before sending it back to the mill.
Mineral flotation pulp is 80–90% water, so the economics of nickel processing hinge on how much can be reclaimed and sent back to the plant (scirp.org). The unsung hero in that effort is the tailings thickener—essentially a gravity settling vessel that concentrates solids and peels off a clarified overflow (supernatant, the liquid above settled solids) for reuse.
One feasibility design thickened rougher+cleaner tailings from ~14–15% solids to a 60% solids underflow in a 64 m‑diameter Supaflo thickener, delivering an overflow at ~170 mg/L TSS (total suspended solids) with ~7 g polymer per tonne as the sweet spot (sec.gov). That single stage captured roughly 80–90% of the water—by mass, only ~10–20% remains in the underflow at 60% solids—while, as the report put it, thickening “reduces the pumping volumes of the tailings and reclaim water, [resulting] in a smaller pump installation and reduction in capital cost” (sec.gov). Deep Cone designs push even higher, to ~70% underflow solids, squeezing yet more water from the stream (fls.com).
Thickener overflow as first reservoir
In a modern reclaim circuit, thickener overflow volumes—often tens to hundreds of cubic meters per hour, depending on plant scale—are routed to a clear‑water reclaim system rather than discharged. Polymer programs (flocculants) are tuned so that overflow clarity stays high while underflow density hits targets for pipeline transport.
Designers specify the thickener feed density (e.g., 12–20% solids), target underflow density (55–65% for conventional units or 65–70%+ for paste thickeners), and flocculant dose (a typical 4–10 g/t range), then size using lab settling tests to achieve ~0.8–1.0 t/m²·h (tonnes per square meter per hour) solids loading (sec.gov) and include a feedwell/dilution system for optimal flocculation. Water balancing commonly shows ~85% of inlet water can be returned.
Clear‑water reclaim piping and storage
Overflow is directed to a reclaim pond or pumped straight back via a dedicated recycle pump and large‑diameter pipeline—often 450–710 mm HDPE—into the main process water dam (sec.gov). One feasibility case used a 12 m×8.5 m steel reclaim barge with three vertical pumps connected to a 450–710 mm buried HDPE line back to plant storage (sec.gov). Surge storage—a small equalization tank or pond—buffers pump downtime.
Because some fines and organics often slip through (e.g., ~0.17 g/L TSS in the example overflow, sec.gov), operators commonly feed overflow to an adjustment pond or tank to drop out particulates before reuse. Coagulant and polymer addition is handled with precise metering packages such as a dosing pump for reliability and control.
Tailings storage decant and pond control
After thickening, a high‑density underflow (e.g., ~60 wt% solids) is pumped to the TSF (tailings storage facility). Free water ponding on the TSF surface is kept minimal using a decant/reclaim system that continuously removes supernatant back to the plant. Two methods are standard: a floating pump barge or a decant tower (tailings.info).
A floating barge—typically a pontoon platform with submersible or vertical turbine pumps—offers flexibility as the pond migrates. For instance, a 12 m×8.5 m steel barge with three vertical pumps feeding a 450–710 mm line back to a plant reclaim tank is a documented approach (sec.gov). Decant capacity is sized for normal seepage plus storm inflows, with guidelines pointing to draining a storm‑impacted pond in ~2–4 weeks (tailings.info). Isolation valves, an emergency bypass, and onboard power and controls improve resilience.
Decant towers—fixed risers skimming clarified water by gravity—are less favored today; sealed towers can shift or clog as tailings move, so modern practice leans toward floating units (tailings.info). If used, towers should be adjustable and readily recoverable.
Closed‑loop reuse back to the mill
TSF decant water is routed either into thickener feed wells or, more commonly, into the same reclaim tank that collects thickener overflow, and then to the process water dam (sec.gov). In effect, both streams converge into the plant’s “clean” water loop for grinding/flotation dilution and general use, distributed site‑wide via HDPE or steel piping.
On water‑stewardship design, FLSmidth notes Deep Cone and integrated clarification features like E‑CAT to maximize recycling and deliver very clear overflow (fls.com; scirp.org). Many concentrators now recycle >90% of tailings water in this closed loop (fls.com; scirp.org).
Operating principle in the TSF is simple: keep water out of the pond. As Tailings.info puts it, “no water, no problem” (tailings.info). Regular monitoring (liner leak detection, piezometers) and adequate freeboard are essential. If excess water accumulates, it is pumped to an evaporation or polishing pond.
Solids removal and clarification
Even clear‑looking reclaim streams carry fines. PT Vale Indonesia, for example, built over 100 settling ponds and lamella clarifiers to polish process water and meet nickel mine effluent standards (vale.com). Many plants route reclaimed water through a polishing clarifier with coagulant (e.g., FeCl₃ or Al₂(SO₄)₃) and polymer to enhance settling of colloids; a gravity unit like a clarifier can be paired with compact plates such as a lamella settler for 90–99% TSS removal, depending on loading and residence time.
Metal removal by pH adjustment
Dissolved metals can creep up in recycle loops. A simple lime or caustic addition step raises pH to precipitate metal hydroxides such as Ni(OH)₂, with iron and aluminum solids scavenging Ni/Cu at neutral to slightly alkaline pH. Indonesia’s Nickel‑US EPA–approved guidelines (MOE Reg.9/2006) impose strict limits on nickel and chromium in mine effluent, implying reclaimed water reuse should be filtered/treated to comparable quality (vale.com).
Industrial practice is to target <0.5 mg/L Ni and <0.1 mg/L Cr in the final water, often reached with iterative lime dosing and sludge removal. Accurate delivery is typically handled by a dosing pump to maintain stable pH and reagent feed.
Stripping residual reagents and organics
Recycled flotation water can accumulate organics—collectors, frothers, and flocculant fragments—that depress metal recovery and cause frothing at high recycle rates (scirp.org). Polishing options include aerobic/anaerobic biological treatment, advanced oxidation (ozone or hydrogen peroxide), or adsorption using activated carbon. Plants sometimes deploy specialized media; where ion exchange is appropriate, ion‑exchange resins can be part of the toolkit.
Research also points to integrated systems—vacuum distillation, reverse osmosis, and electrodialysis—as emerging methods for removing colloidal and dissolved organics from reclaimed process water (scirp.org). Where membranes are justified, reverse osmosis is a common choice in industrial duty (membrane systems).
Polishing, monitoring, and loop management
After sedimentation and chemical treatment, reclaimed water flows to the process water reservoir. Continuous monitoring—TDS (total dissolved solids), pH, specific conductance—keeps the chemistry in range for flotation. If there is uncertainty, a small bleed of fresh makeup (e.g., from a well or lake intake) can be blended.
Over time, a strategic purge of the closed loop, consistent with Indonesia’s constructed wetland regulation (MOEF Reg.5/2022), prevents the build‑up of inert salts or organics (iea.org). In many plants, natural biodegradation in a large clarifier or wetland provides additional attenuation of residual organics (same source).
Toward ZLD‑grade water recovery
In summary, reclaimed water from the thickener and TSF decant benefits from treatment steps akin to a zero‑liquid‑discharge (ZLD) effluent plant—clarification, pH precipitation, and polishing. Studies of advanced mine‑water systems report >90–95% water recovery with high contaminant removal (pmc.ncbi.nlm.nih.gov). For a nickel concentrator, a practical train includes lamella settlement, lime precipitation, and a polishing wetland or biofiltration step in line with local regulation (iea.org; vale.com). With these measures, roughly 90% of water captured by the thickener and decant system can be reused internally.
Reference notes
- Nickel tailings thickener design example (Galore Creek Ni‑Cu): thickening tailings from ~31% to 60% solids, reducing pumping volumes by ~50% (sec.gov). Heavy flocculant (7 g/t) yielded a 170 mg/L overflow (sec.gov).
- Thickener innovations: “Deep Cone” thickeners achieve up to ≥70 wt% underflow solids (fls.com), maximizing water conservation in tailings.
- Thickener/decant water recycling: Typical flotation pulp is 80–90% water (scirp.org). Modern plants increasingly recycle >90% of their process water via thickener overflow and TSF decant circuits (fls.com; scirp.org).
- TSF decant systems (water management guidelines): “Decant barges” reclaim supernatant back to plant (tailings.info). Design should remove stormwater in ~2–4 weeks (tailings.info). Example: a 12×8 m barge with 3 pumps feeding a 450–710 mm HDPE line to the plant (sec.gov).
- Indonesian mining water regs: MOE Reg.9/2006 sets nickel mine effluent limits; Vale Indonesia’s compliance system uses 100+ settling ponds and lamella clarifiers (LGS) to meet these standards (vale.com). New Reg.5/2022 mandates constructed wetlands for mining wastewater (iea.org).
- Water treatment: Dissolved flotation reagents/organics depress metal recovery (scirp.org); membrane/ED technologies are highlighted for cleaning recycled streams (scirp.org). Emerging processes—SAVMIN®, SPARRO®—report >95% recovery with high contaminant removal (pmc.ncbi.nlm.nih.gov).
