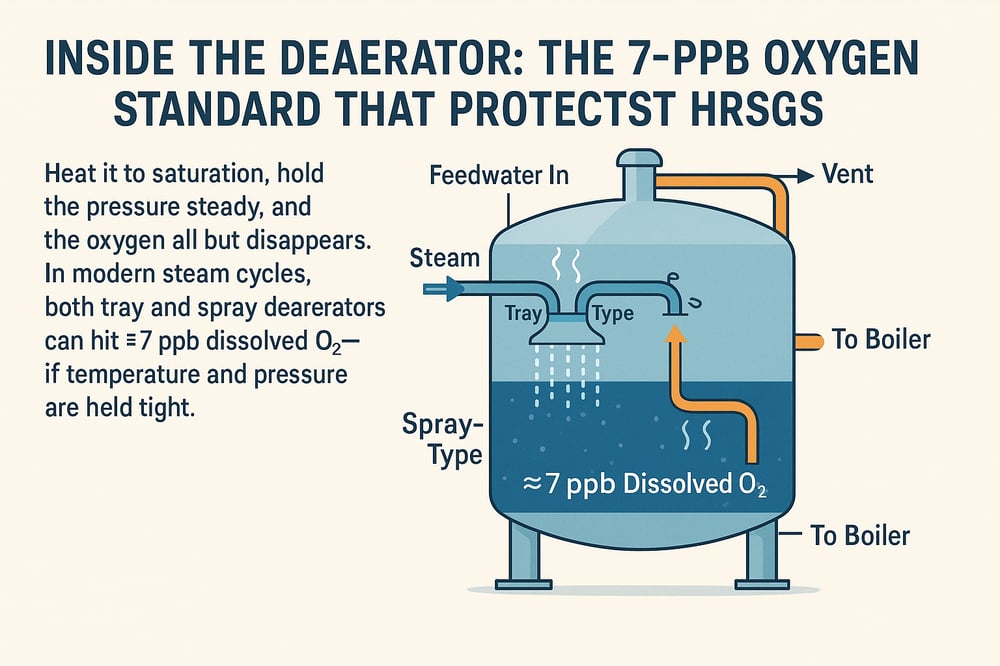
Heat it to saturation, hold the pressure steady, and the oxygen all but disappears. In modern steam cycles, both tray and spray deaerators can hit ≈7 ppb dissolved O₂—if temperature and pressure are held tight.
In the boiler house, the deaerator is the quiet gatekeeper of asset life. Operated correctly, it strips out 97–98% of dissolved oxygen in its first spray-heating stage and drives the feedwater down to about 0.005 cm³/L of O₂—roughly 7 parts per billion (ppb) (watertechnologies.com) (watertechnologies.com). Vendors typically guarantee ≈7 ppb (0.007 mg/L) at full load (watertechnologies.com), a level prized for preventing boiler and turbine corrosion in high-pressure, supercritical plants (spiraxsarco.com). For reference, 2 mg/L equals 2,000 ppb.
The contrast is stark: a shell-type feedtank at 85–90 °C (near atmospheric pressure) holds on the order of 2 mg/L (≈2,000 ppb) dissolved O₂, whereas water at 100 °C saturation (even at 1 atm) would theoretically hold virtually 0 free O₂ (spiraxsarco.com) (spiraxsarco.com). That 10 °C rise toward saturation (85→95–100 °C) can cut O₂ by roughly two orders of magnitude.
Large plants get there by pressurizing the deaerator so feedwater can be heated above 100 °C without risking feedpump cavitation (above ~90 °C at 1 atm, the risk rises) (spiraxsarco.com) (spiraxsarco.com). Because O₂ solubility plunges with temperature, raising deaerator pressure—and therefore saturation temperature—is the most effective way to strip the last traces of oxygen (watertechnologies.com) (spiraxsarco.com). Once within a few degrees of saturation, essentially all O₂ vents into the steam; the single‑digit‑ppb remainder is typically polished by small doses of oxygen scavenger chemicals—often implemented with targeted feeds of oxygen scavengers.
Deaerator function and performance targets
The deaerator is a pressurized feedwater heater (pressurization prevents reboil in the downstream pump) whose dual role is to heat feedwater close to saturation—stripping dissolved O₂ and most free CO₂ by Henry’s law—and to maintain a steam cushion or “steam blanket” above stored water to prevent re‑contamination (watertechnologies.com). In practice, vendors normally guarantee feedwater O₂ ≤0.005 cm³/L (≈7 ppb) (watertechnologies.com), while simpler vacuum or hot-tank units (unpressurized) typically achieve 0.25–0.50 cm³/L (250–500 ppb) (watertechnologies.com).
Tray-type vs spray-type designs
Two architectures dominate. In tray units, feedwater is first atomized by inlet spray valves, then cascades down perforated trays against an upflow of steam—a two‑stage (spray + tray) contact that maximizes surface area and residence time as steam heats and scrubs the falling films (watertechnologies.com). In spray units, water is sprayed into a preheater and then mixed intensely in a large steam-scrubber chamber; high‑velocity steam jets heat to saturation and strip dissolved gases (watertechnologies.com).
Both designs can meet the ≈7 ppb guarantee under design conditions (watertechnologies.com). Experimental work indicates that increasing water flow (agitation) boosts mass transfer in both spray and tray sections, but beyond a point, neither higher pressure nor added tray height yields substantial extra O₂ removal (researchgate.net).
Turn‑down, footprint, and maintenance trade‑offs
Spray units accommodate wider load swings: modern designs run from a few percent of design up to 110% and still hold <7 ppb O₂, with cited turndown ≈30:1 (stork.com). Tray units are narrower, roughly 4:1 and often ~25–100% load (stork.com).
On layout, spray deaerators are typically single‑vessel, shorter, and simpler to erect (all piping and insulation consolidated), while tray units often use two vessels or a tall dome—demanding more support, roof height, and piping (stork.com) (stork.com). Commercial data also note that sway cost is modestly lower for spray units, though tray units—being more robust—tend to have longer operating life (e.g., 30+ years vs ~5–15 years for spray) (deaerator.com). One vendor reports typical life of 30+ years for tray units vs ~10 years for sprays (deaerator.com).
Maintenance and safety differ: spray units have fewer internals and a single pressure/temperature zone (lower thermal stress). Tray vessels experience two distinct zones and include trays and seals that need inspection. Industry reports of shell weld corrosion‑fatigue are notable: historically, 30–50% of industrial deaerators showed cracking in shell welds, requiring careful inspection at trays and vessel junctions (nationalboard.org). Spray units are simpler to maintain but may need more attention to venting control; tray units, often dual‑vessel, are heavier yet offer inherent protection of the lower shell from oxygen and meet many heavy‑duty standards (deaerator.com).
Both designs must vent non‑condensables. Spray units, operating at a single pressure, are often easier to insulate and can require less vent hardware; tray units include inter‑section openings that add complexity (stork.com). Venting inefficiency is costly: one case study pegged steam losses at about $30,000 per year, with a vent condenser nearly fully recovering that energy (scribd.com) (scribd.com).
Pressure–temperature control and Henry’s law
The physics are unforgiving. Per Henry’s law (gas solubility proportional to partial pressure), solubility drops sharply with temperature. Boiler houses preheat and feed low‑pressure steam so outlet water is typically just 3–5 °F below saturation (joinoilandgas.com). Running the vessel at design pressure fixes a saturation temperature (e.g., ~105–115 °C for 2–3 psig). A fast‑acting pressure‑control valve matters: a 2–3 °C drop near saturation can allow orders of magnitude more O₂ to dissolve.
Quantitatively, at 1 atm and 85–90 °C, water holds roughly 2 mg/L (~2,000 ppb) O₂; at 100 °C saturation it holds effectively 0 mg/L O₂ (spiraxsarco.com) (spiraxsarco.com). Near 100 °C, each 10 °C increase often cuts O₂ concentration by roughly a factor of 2–5 (Henry’s constant varies). A 0.2 bar pressure dip (a few °C) can undermine the <7 ppb target.
Controls and mechanical integrity support the spec. Guidance calls for a modulating steam‑control valve governed by a pressure loop, since accurate pressure control is the basis of temperature control in the deaerator (spiraxsarco.com). Shell temperature should be uniform—avoiding cold spots and uneven heating that invite re‑dissolution of gases and thermal stress; shells should be specified to accommodate expected forces and moments (nationalboard.org).
Chemical polishing and dosage implications
Chemical polishing picks up where mechanical deaeration leaves off. Roughly 8 ppm of sodium sulfite is theoretically required to neutralize 1 ppm of O₂ (watertechnologyreport.wordpress.com). That means 0.01 ppm (10 ppb) O₂ needs ~0.08 ppm sulfite downstream. Holding the ≈7 ppb guarantee minimizes consumption. When the feedwater is only 90 °C at 1 atm instead of 100 °C, O₂ jumps to ~2,000 ppb—demanding about 16 ppm sulfite and inviting aggressive corrosion unless caught (spiraxsarco.com). Plants commonly meter these chemistries with dedicated feeds, for example through a dosing pump paired with the selected oxygen scavenger.
Venting control and energy recovery
Steam admission and venting must be coordinated. The vent port must stay open enough to purge non‑condensables, but no more; excess venting is pure steam loss. Inefficient venting can cost tens of thousands of dollars per year (scribd.com). Plants often install vent condensers (shell‑and‑tube heat exchangers) to recover the few percent of steam vented with gases (scribd.com).
Good practice is a small “tell‑tale” vent and an orifice sized by the OEM rather than a large bypass valve; the goal is “just enough steam to carry off the O₂/CO₂,” with any extra condensed for heat recovery (scribd.com) (scribd.com). Plants that attempt to increase steam flow without correct venting do not remove more gas and only waste energy (scribd.com).
Piping layout and material considerations
Upstream mixing matters. Condensate and makeup water should be heated and blended before entering the deaerator so that cold, oxygen‑rich water is never injected directly; standards recommend blending incoming condensate with warmer return water before the deaerator pump or in the spray headers (nationalboard.org). Internals like spray valves, trays, and seals should be stainless‑steel or otherwise protected, and routine inspections should target trays and welds—especially in tray units—for corrosion fatigue (nationalboard.org).
Measurement and verification
Verification closes the loop. Industry practice is to continuously or periodically measure outlet dissolved oxygen—with the oxygen scavenger feed interrupted—to confirm that the deaerator alone meets the <7 ppb spec (scribd.com). One guideline calls for at least quarterly DO tests. Elevated readings trigger checks for blocked trays/nozzles, malfunctioning vents, or inadequate steam.
Design choice and operating discipline
Spray‑type deaerators are favored where space is tight or load varies widely; they achieve the same ≈7 ppb guarantee across broad turndown with simpler mechanics (stork.com). Tray‑type units fit very large or steadier plants, offering maximal scrubbing and potentially longer service life at higher capital cost—examples cite 30+ years for trays vs ~5–15 years for sprays, and ~10 years for sprays in some cases (deaerator.com).
The throughline is unchanged: operate at design pressure/temperature so feedwater is within a few degrees of saturation and dissolved O₂ falls to single‑digit ppb. At high temperature/pressure, dissolved O₂ trends to ~0; at moderate conditions it can be thousands of ppb. Maintaining that tight spec—and verifying it—translates to lower chemical cost and fewer corrosion‑driven outages (spiraxsarco.com) (watertechnologies.com) (scribd.com).
Sources
Authoritative steam-handbook and industry-standard sources detail deaerator theory and practice (watertechnologies.com) (watertechnologies.com) (spiraxsarco.com) (spiraxsarco.com). Experimental and engineering reports quantify how design and controls affect O₂ removal (researchgate.net) (scribd.com). High‑pressure plant guides anchor the <7 ppb target and limits like feedtank temperature and pump cavitation (spiraxsarco.com) (spiraxsarco.com).
