High-speed spouts and packers are rewriting cement’s last mile, with integrated dust collection pulling emissions down and product recovery up. The catch: reliability lives and dies on maintenance.
A 14-inch telescopic loading spout moving roughly 15,000 ft³/hour (about 425 m³/hour) of cement and a rotary packer turning out up to 3,600 bags per hour would once have meant a visible haze and a lot of broom work. Now, those loading points are being engineered as sealed, filtered nodes that recover dust before it escapes — and feed it right back into the product stream (vortexglobal.com) (vortexglobal.com).
The result, in practice: near‑zero visible emissions at the spout, minute‑scale bag changes behind enclosed booths, and a cleaner yard. Case studies cite capture efficiencies above 90%, and plants report detectable gains in material recovery where filters are integrated at the source.
Telescopic loading spouts and dust recovery
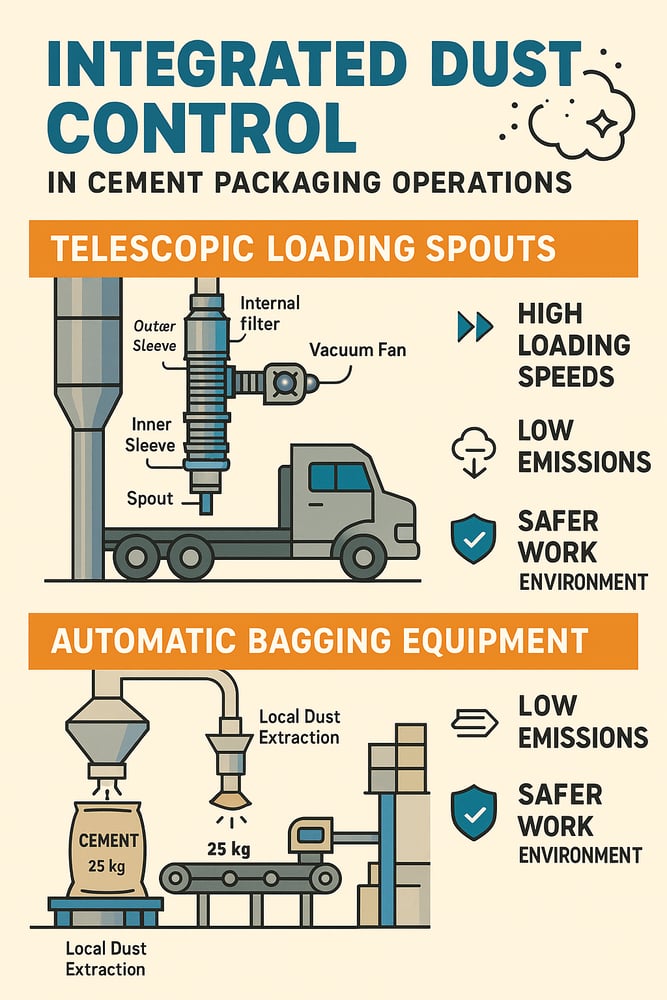
Telescopic loading spouts (retractable conduits that extend from a silo to a tanker, railcar, or ship hatch to create a sealed path) have become the default for bulk loading. A typical 14‑inch (355 mm) Vortex unit is rated around 15,000 ft³/hr (~425 m³/hr) for cement, with automated extension/retraction and inner/outer sleeve seals (vortexglobal.com). Many spouts add bottom‑closure valves or cones that automatically seal when retracted to contain any remaining cement (polimak.com).
Integrated dust collection is the critical upgrade. A vacuum fan pulls air between the spout’s concentric sleeves, capturing fugitive dust generated during filling; that dusty air is routed through built‑in filters or a central baghouse (a centralized fabric filter dust collector) (vortexglobal.com). In many designs, a fabric sleeve surrounds the retractable cones and a vacuum within this sleeve pulls dust into a filter — either integral or connected to a central dust collector (vortexglobal.com). Filters are pulse‑cleaned to send captured dust back to the silo, reintroducing product into the flow rather than discarding it — “greatly” increasing overall profitability (vortexglobal.com). Vendors call dust collectors “key elements” of bulk loading spouts for exactly this reason (polimak.com).
Plants mix and match conditioning options: where height permits, an inline dust collector mounts atop the spout, with air passing through bags or cartridges and pulse jets returning dust to storage (polimak.com); offset collectors use a side‑mounted fan drawing air up between spout sections before filtration (polimak.com); and multi‑spout sites often tie into one large centralized baghouse (polimak.com). In operation, the vacuum sleeve plus filter combination has delivered “greatly” increased material recovery and effectively dust‑free loading (vortexglobal.com).
Automated bagging throughput benchmarks
On the bagging side, fully automatic systems — from valve baggers to FFS (form‑fill‑seal) machines that form a bag from film — are scaling throughput and accuracy. Concetti’s FFS Continua reaches up to 550 bags/hour for 25 kg cement mixes (concetti.com). Beumer’s rotary air‑fill packers span 1,200–3,600 bags/hour (25 kg), depending on head count (bulk-online.com).
Those numbers are live on the ground: in 2023, Heidelberg Materials commissioned a Ventomatic GIROMAT V12 rotary packer running at about 1 bag/sec (≈3,600 bags/hr), with enclosed filling booths and an automated bag‑change kiosk to minimize dust exposure (globalcement.com). At the upper bound, a Beumer fillpac R with 20 turbine‑jet fillers can approach nearly 300 tonnes/hour of fine cement — roughly 12,000 bags/hour at 25 kg each (bulk-online.com).
The market is following. Researchers value the automatic cement bagging machinery segment at about $1.26 billion in 2024, growing ~5.8% annually to roughly USD 2.1 billion by 2033; Asia‑Pacific leads with ≈45% of demand (growthmarketreports.com) (growthmarketreports.com). In Mexico, a new law mandating 25 kg bags for worker safety has driven contracts for lines handling 5,500–6,000 bags/hour, including palletizers (globalcement.com).
Source capture and emissions standards
Dust control is built into modern packers: local extraction hoods over fill heads and enclosed transfer points push emissions down, with some sites adding dedicated baghouse filters on the packing line (globalcement.com). In the UK, one plant invested US$7.54 million in a bag filter to catch leaks from its fillpackers; the system detects bag damage, isolates the leak, and can reseal minor tears using process dust (globalcement.com).
Regulators are strict. Indonesia’s Ministry of Environment, for instance, sets particulate limits on the order of 60–75 mg/Nm³ (milligrams per normal cubic meter, standardized to reference temperature/pressure) for cement kilns and coolers (studylibid.com). Plants routinely beat that: Indocement reports cutting kiln dust from ~50 mg/Nm³ to below 20 mg/Nm³ after replacing electrostatic precipitators with fabric filters (indocement.co.id).
At the loading spout, the same logic applies: capture fugitive dust before it drifts. Vortex notes that operators must keep the area clean — diesel truck drivers and contractors can end up waiting in clouds if dust escapes — and emphasizes drawing dust into filters “before they escape and become airborne” (vortexglobal.com). In short, integrated dust collection lets plants load rapidly without visible clouds or lost product; case studies cite >90% capture, and captured fines are recycled rather than discarded (vortexglobal.com) (indocement.co.id).
Maintenance of spouts and baghouses
Reliability hinges on upkeep. For bulk loading spouts, that means inspecting seals, actuators, and dust filters; checking the bottom‑sealing cone closes tightly and retracts smoothly to prevent leaks; and keeping the vacuum blower and pulse‑jet cleaning system in spec (polimak.com). Filter bag life is highly sensitive to pulse air quality and delivery: weak pulses — often from clogged nozzles or undersized air lines — prevent cake from releasing and can drastically shorten life (airbestpractices.com).
Best practice includes sizing the compressed‑air header correctly and replacing regulators so each pulse delivers full volume (airbestpractices.com) (airbestpractices.com) (airbestpractices.com). Watch the gauges: a large pressure drop in the baghouse inlet (e.g., >10–20 psi per pulse) signals plugging (airbestpractices.com). Many plants switch from fixed‑timer to ΔP‑controlled pulsing (ΔP is differential pressure), which automatically fires only when needed — a change shown to extend bag life and cut energy use (airbestpractices.com).
Scheduled outages — often annually or semi‑annually — are used for full bag change‑outs, cage replacements, hopper repairs, and pulse system overhauls. Keeping spare filter media and critical parts on site shortens downtime and “helps ensure proper cement baghouse operation and emissions compliance” (micronicsinc.com).
Preventive care for bagging lines
Automated baggers face abrasive service. Bearings, rollers, belts, and screw feeders wear; vendors advise regular inspection of screw feed‑lines and scales, with timely replacement of liners or start‑up spouts, plus routine checks on dust‑extraction filters above fill heads (concetti.com). Electronics — load cells, photoeyes, closers — need periodic testing and calibration, while motors and gearboxes follow the lubrication schedule in the manual.
The operating philosophy is preventive, not reactive: log and alarm on unusual flow or pressure readings, and train crews to act quickly. Plants that tie reliability KPIs to compliance targets treat short bag life as a red flag for maintenance or design changes; equipping each baghouse with local pressure gauges and sequence controllers allows automated cleaning that improves bag life and cuts unplanned stops (airbestpractices.com).
Reliability, compliance, and product recovery
Modern telescopic spouts and high‑capacity packers can move hundreds of tonnes per day, but pairing them with robust dust capture and preventive maintenance is what keeps them at design speed. Plants report emissions well below legal limits when fabric filters are maintained — in one instance, below 20 mg/Nm³ versus a 60–75 mg/Nm³ regulatory envelope — an order‑of‑magnitude improvement that reduces risk and cleanup costs (studylibid.com) (indocement.co.id). Meanwhile, integrated spout filters “capture fugitive dust emitted during loading instead of getting rid of it,” returning fines to the product stream and “preventing material waste” (vortexglobal.com).
